此選項用於多個加工循環中,具有不同的目的和行為。
請使用 樹 在螢幕的右側。
循環: millyuGO 挖槽, 面銑挖槽, 挖槽, 挖槽+輪廓, 挖槽再加工, 輪廓精修, 精修再加工, millyuGO, PAM, 面粗銑, 挖槽 - 面, 平面精加工, 輪廓精修 -形狀, Plunge Pocketing, Plunge Contouring
標準循環的定義
當刀具路徑不連續時,GO2cam 提供了幾種管理步進之間移動的方法。 可以定義快速移動或 Fmax 進給率或快速進給率的比例。 以下是調整的參數:
動作
|
|

|
快速:完成快速移動。 |
|
|

|
G1 Fmax:移動以 Fmax 值完成,該值在機器文件中定義。 |
|
|

|
G0/G1 Fmax:我們根據參數快速/Fmax % 調節進給率。 |
Fmax 安全距離
這是退刀距離。
快速/Fmax %
|
值 = 0
移動以進給率完成,具有可用的最大值。
|
|
|
0 < 值 < 1
一些移動以進給率完成,具有可用的最大值。
|
|
|
值 = 1 所有移動均以快速方式完成。 |
|
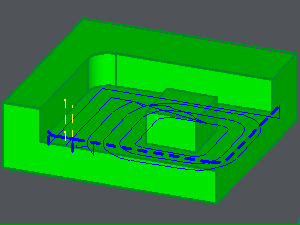
循環 :插銑挖槽, 插銑輪廓
插銑挖槽、插銑輪廓的定義
管理 XY 步進之間的快速移動和進給率值的定義。 將採用的進給率值在“技術”頁面中定義。 Fmax 值在機器文件中定義。 可以在“一般”選項卡中定義。
在策略中,有三個選項:
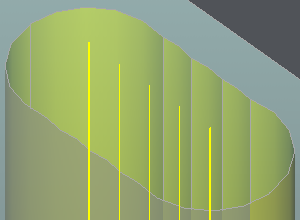
快速 |
|
GO2cam 的螢幕上沒有顯示路徑。 |
|
在 2 個步進之間的每次移動時,都會編程 G00。 |
|
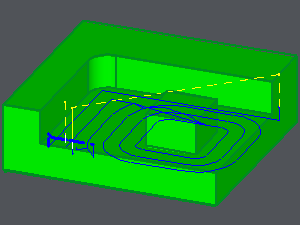
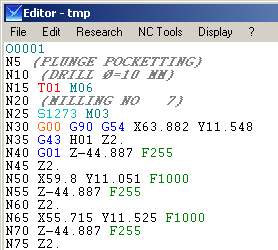
G1 Fmax |
|
顯示的路徑是透明的。 |
|
為 2 個步進之間的每次移動編程 G01。 機器文件中定義的 Fmax 為 F1000。 |
|
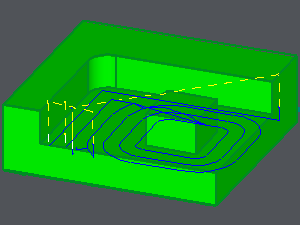
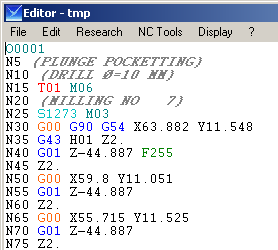
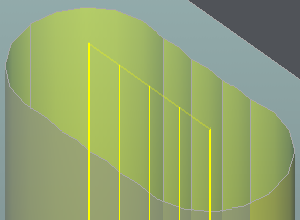
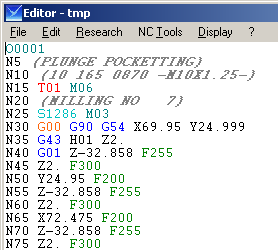
G1 進給率 |
|
顯示的路徑已滿。 |
|
為兩個步進之間的每次移動編程 G01。 進給率值在循環的“技術”頁面中讀取。 使用 返回 (在 Z 中)和 退回 (在 XY 中)進給率,在我們的示例中分別為 F300 和 F200。 也使用每個 G1 動作的常規進給率(這裡為 F255)。 為此,將返回和退回進給率設置為 0。 |
|