循環 :
所有標準循環,除了: Z降層挖槽, Z降層面銑, 插補循環
所有自動形狀循環,除了: PAM, 面銑
定義
切削方向是在順銑和逆銑之間的選擇。
英文術語: 順銑 / 逆銑 也稱為 順銑 / 逆銑
提醒
順銑 和 逆銑 慣例:
-
進給是在工件上給出的
-
刀具旋轉是順時針方向(M03)
|
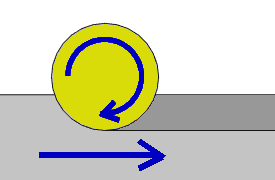
順銑(順銑) : 刀具旋轉與進給方向相同。 比較:
|
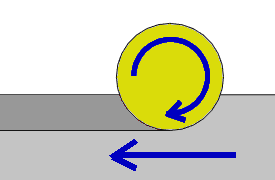
逆銑(傳統) : 刀具旋轉與進給相反。 比較:
|
|
|
強制和優化
-
強制意味著所有刀具路徑將絕對遵守切削方向。
-
優化也將尊重此選擇,但使刀具路徑能夠在需要時更改方向。
切削方向的四個迭代如下:
|
|
順銑 + 強制 |
|
|
順銑 + 優化 |
|
|
逆銑 + 強制 |
|
|
逆銑 + 優化 |
特殊情況
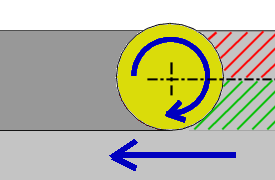
當刀具在全材料中加工時,或者更確切地說,當步距 > 刀具直徑的 50% 時,加工是 同時順銑和逆銑 .
|
綠色區域表示刀具順銑,紅色區域表示刀具逆銑。 這種情況將出現在粗銑/殘料加工和挖槽等操作中。 例如,如果參數設置為順銑/強制,則在刀具在全材料中工作時,它無法完全遵守。 不要認為軟體在此類情況下做錯了。 |
|