|
|
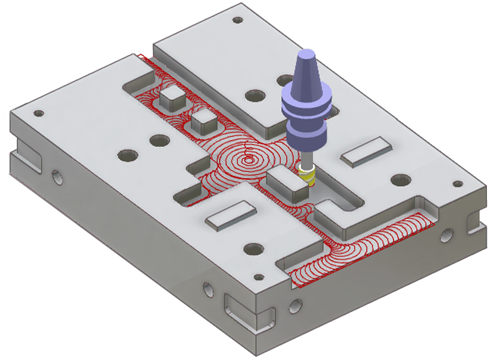
millyuGO 是一项已获得专利的专有技术。它生成刀具路径,使刀具在整个粗加工循环中保持恒定的刀具啮合。 |
|
通过单击此处探索优势和专利信息 关键点 . |
作用在刀具上的力
优点:
|
|
策略参数
|
对话框区域 |
参数 |
|
|
刀具路径策略 |
||
|
|
||
|
倒勾和再加工 |
岛屿补刀 |
底部补刀 |
|
锥面再加工 |
|
|
|
切屑的定义 |
遵循残料高度 |
进给角度 |
|
重叠路俓值(Ae) |
最大厚度(h) |
|
|
XY向残料高度 |
|
|
|
加工限制 |
限定区域 |
|
|
Z向步距的计算 |
Z向步进(AP) |
|
|
余量 |
XY向留料 |
Z向留料 |
|
正交方向留料 |
|
|
|
高度 |
高度列表 |
|
移动参数
|
对话框区域 |
参数 |
|
|
安全(在Z向) |
快送平面高度 |
安全距离 |
|
在Z向的逼近和退回 |
开始切入点高度 |
退刀 加工深度 |
|
退刀高度 |
|
|
|
Z向切入 |
插入 |
最小螺旋半俓 |
|
最小斜进半俓 |
加工面积的最小半径 |
|
|
插入角度 |
|
|
|
快速移动管理 |
运动 |
最大进给安全距离 |
|
G0/G1最大进给 % |
|
|
|
安全(在XY向) |
XY向安全距离 |
SD / 刀柄 |
|
管理刀架 |
|
|
技术参数
|
对话框区域 |
参数 |
|
|
切削条件 |
品质 |
固定切削线速 |
|
每刃进给 |
主轴 方向 |
|
|
主轴转速 |
||
|
进给 |
插铣的转速 |
|
|
转速范围码 |
||
|
|
||
|
刀具编号 |
刀具编号 |
编号 |
|
长度补偿号 |
刀俓补正编号 |
|
|
用户字段 |
注释 |
控制器设备 |
|
铣削设置 |
|
|

选项参数
|
对话框区域 |
参数 |
|
|
在夹具和部件上的行为 |
过切检查 |
XY 偏移量 |
|
安全区域 |
Z 偏移量 |
|
|
刀具路径优化 |
再加工区域公差带 |
进给调整 |
|
曲线计算 |
曲线公差 |
曲线段落方式 |
|
刀具路径计算 |
用于刀具路径的弧的分解 |
分解弧公差 |