
|
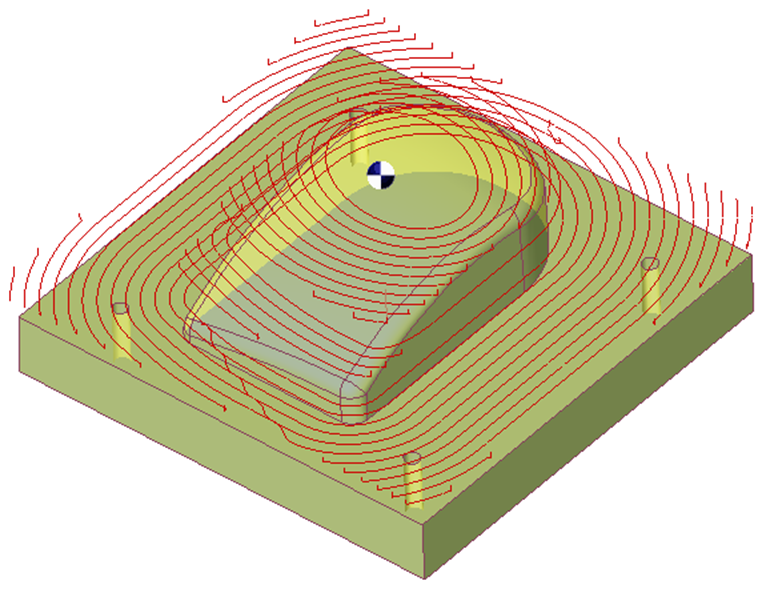
毛坯粗加工再加工允许在毛坯管理下恢复零件。GO2cam 通过比较覆盖实体或表面的多面体以及先前加工阶段产生的多面体,搜索粗加工循环应用时剩余的材料。 |
要点
|
|
策略参数
|
对话框区域 |
参数 |
|
|
刀路策略 |
加工方向 |
|
|
优化 |
|
|
|
加工限制 |
限制区域 |
|
|
|
||
|
倒角和再加工 |
倒角加工 |
岛屿再加工 |
|
扇形再加工 |
扇形值 |
|
|
毛坯计算 |
||
|
|
||
|
步距计算 |
步距(刀具比例) |
步距值 (Ae) |
|
XY 扇形 |
遵循残料高度 |
|
|
Z 步距 |
Z 步距 (Ap) |
|
|
余量 |
XY 向留料 |
Z 向留料 |
|
正交方向留料 |
|
|
|
高度列表 |
高度列表 |
|
移动参数
|
对话框区域 |
参数 |
|
|
安全距离 (Z 向) |
快送平面高度 |
安全距离 |
|
Z 向进刀和退刀 |
开始切入点高度 |
退刀 加工深度 |
|
退刀高度 |
|
|
|
Z 向切入 |
切入 |
最小螺旋半径 |
|
最小斜进半径 |
加工面积的最小半径 |
|
|
插入角度 |
|
|
|
快速移动管理 |
移动:快速,G1 Fmax,G0/G1 Fmax |
最大进给安全距离 |
|
快速/Fmax % |
|
|
|
安全(XY方向) |
XY向安全距离 |
SD / 刀柄 |
|
管理刀架 |
|
|
工艺参数
|
对话框区域 |
参数 |
|
|
切削条件 |
质量 |
固定切削线速 |
|
每刃进给量 |
主轴方向 |
|
|
主轴转速 |
||
|
进给率 |
转速范围码 |
|
|
刀具编号 |
刀具编号 |
编号 |
|
长度补偿号 |
刀径补正编号 |
|
|
用户字段 |
备注 |
控制装置 |
|
铣削设置 |
|
|
