|
|
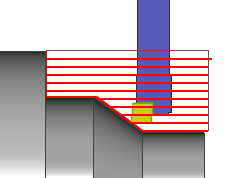
此循环是一个多用途操作;它管理外部直线刀具路径,但也管理端面、内部铰孔,甚至背面铣削加工。 通道保持平行于轴,而循环平行粗车生成平行于所选轮廓的刀具路径。 |
关键点
|
此循环提供了许多技术选项:
|
|
策略参数
|
对话框区域 |
参数 |
|
|
刀具路径 |
||
|
R 最大系数 |
||
|
|
||
|
加工策略 |
||
|
通道角度 |
||
|
Z向留料 |
||
|
XY向留料 |
去毛刺 |
|
|
|
||
|
断屑 |
||
|
|
||
移动参数
技术参数
|
对话框区域 |
参数 |
|
|
切削条件 |
品质 |
切削速度 |
|
主轴转速 |
转速范围码 |
|
|
Z向进给 |
进给 |
|
|
X向进给 |
主轴 方向 |
|
|
通道进给 |
最大主轴转速 |
|
|
刀具编号 |
刀具编号 |
编号 |
|
刀俓补正号码 |
长度补偿号 |
|
|
用户字段 |
注释 |
控制器设备 |
|
加工设置 |
|
|
选项参数
|
对话框区域 |
参数 |
|
|
碰撞管理 |
||
|
安全区域 |
||
|
曲线计算 |
曲线公差 |
曲线分解成 |
|
选项 |
||
|
刀俓补偿达成比率 |
进给速度减少系数 |
|
|
|
||