|
|
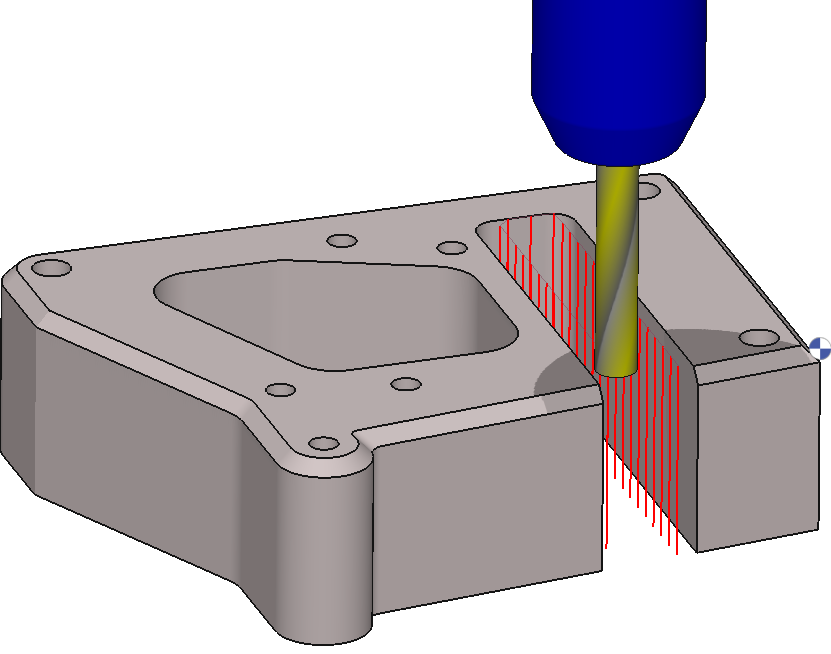
专用于轮廓型面粗加工的插入式加工循环。由于没有Z向插入的弯曲,并且机器的振动更小,因此插入操作快速高效。 |
关键点
|
|
策略参数
|
对话框区域 |
参数 |
|
|
Plunge Contouring |
||
|
退刀 加工深度 |
||
|
|
||
|
余量 |
||
|
Z 插入 |
||
运动参数
技术参数
|
对话框区域 |
参数 |
|
|
切削条件 |
品质 |
固定切削线速 |
|
每刃进给 |
主轴 方向 |
|
|
等级 |
主轴转速 |
|
|
进给 |
退刀进给 |
|
|
Retract feedrate |
转速范围码 |
|
|
刀具编号 |
刀具编号 |
编号 |
|
长度补偿号 |
刀俓补正编号 |
|
|
用户字段 |
注释 |
控制器设备 |
|
铣削设置 |
|
|
