|
|
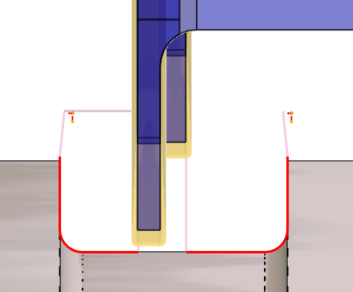
此精修循环应该在其他沟槽循环之后使用。但它也有特定的用途:
|
关键点
|
|
策略参数
移动参数
技术参数
|
对话框区域 |
参数 |
|
|
切削条件 |
品质 |
固定切削线速 |
|
主轴转速 |
转速范围码 |
|
|
在Z向的进给 |
进给 |
|
|
在X向的进给 |
主轴 方向 |
|
|
最大主轴转速 |
||
|
|
||
|
刀具编号 |
刀具编号 |
编号 |
|
刀俓补正号码 |
长度补偿. no 1 |
|
|
长度补偿. no 2 |
|
|
|
使用者字段 |
注释 |
控制器设备 |
|
加工设定 |
|
|

选项参数
|
对话框区域 |
参数 |
|
|
碰撞管理 |
||
|
安全区域 |
||
|
曲线计算 |
曲线公差 |
曲线分解成 |
|
|
||
|
选项 |
|
|