此选项用于多个加工循环,具有不同的用途和行为。
请使用 树 屏幕右侧的
Cycle: 精加工槽 / 精加工Ø / 面
精修凹槽定义
在侧/侧精加工的情况下,此选项允许定义两次精加工之间的重叠路俓值 .
规则
-
只有当凹槽具有 平底 .
-
时才进行重叠 如果没有足够的间隙来满足该值,则 重叠路俓值 将使用 .
较小的值 请查看以下示例: .
|
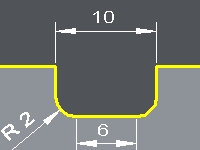
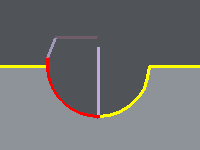
1. 我们定义了 3mm 的重叠路俓值 凹槽具有 6mm 宽度的平底 . |
精加工第一侧 |
精加工第二侧:3毫米 重叠量已满足 . |
|
|
|
|
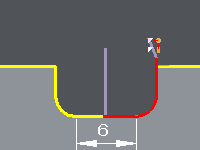
2. 我们定义了 3mm 的重叠路俓值 宽度1毫米 . |
精加工第一侧 |
精加工第二侧: 如果没有足够的间隙来满足该值,则 3毫米无法满足,但 重叠量已完成 (0.5毫米) |
|
|
|
|
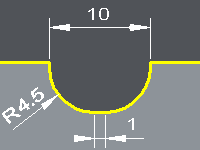
3. 槽底并非平面 |
精加工第一侧 |
精加工第二侧: 无法进行 重叠量。 |
|
|
|
精修直径/端面定义
重叠量是在两个连续加工元件之间的超出长度。
此选项与“终止深度提升值”参数密切相关,它允许根据选择的加工模式缩短主要路径。
以下是配置的一些示例: 先平面后直径(在精加工优先级中) .
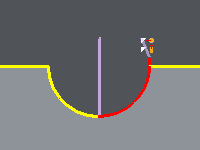
黄色刀具路径先完成,然后刀具回退,最后完成绿色刀具路径。
|
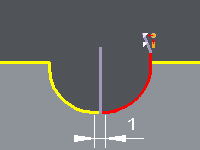
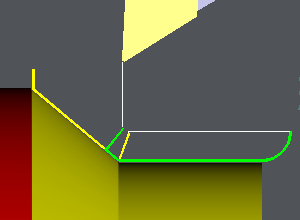
重叠路俓值 = 1 毫米 终止深度提升值 = 0 毫米 “绿色”路径以定义的重叠路俓值与黄色路径重叠。 |
|
|
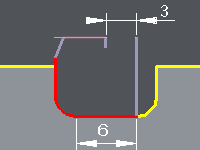
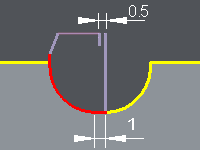
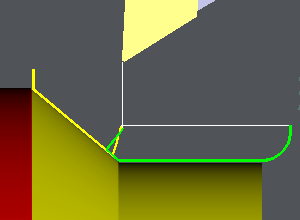
重叠路俓值 = 1 毫米 终止深度提升值 = 0.5 毫米 黄色路径短 0.5 毫米,以便在拐角处留下一些材料。 绿色路径通过与黄色刀具路径重叠来完成形状。 |
|
|
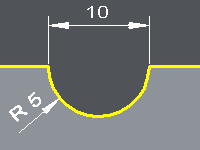
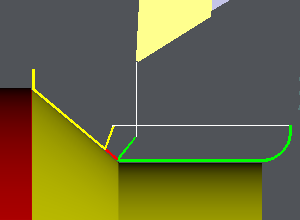
重叠路俓值 = 0 毫米 终止深度提升值 = 1 毫米 在这种情况下,形状未正确完成! |
|