Giriş
|
GO2cam, bir iş parçasının konumunu otomatik olarak ölçmek ve bulmak veya CNC makinesinin kendisinde parça boyutlarını doğrulamak için problama çevrimleri sağlar. Problamanın ana amaçları şunlardır:
|
|
|
Avantajları:
|
|
Problama Çevrimleri
Yazılımda sağlanan çeşitli problama işlevleri şunlardır:
|
1 |
Takım Probu (Takım Ayarı - Takım Kırılması) Hedefler:
|
GO2cam'de takım probunu tanımlamak için bir işlem veya çevrim yoktur, çünkü bu işlem makinedeki takım değişiminin bir parçasıdır. Bu, prob eylemini oluşturmak için NC kodunun takım değiştirme prosedüründe çağrıldığı ve makinenin operasyonu yönettiği Post İşlemcide yönetilir. Takım probunun Simülasyonu, Post İşlemci aracılığıyla MTE'de programlanabilir. |
|
2 |
Makinede stok konumlandırma
|
|
|
3 |
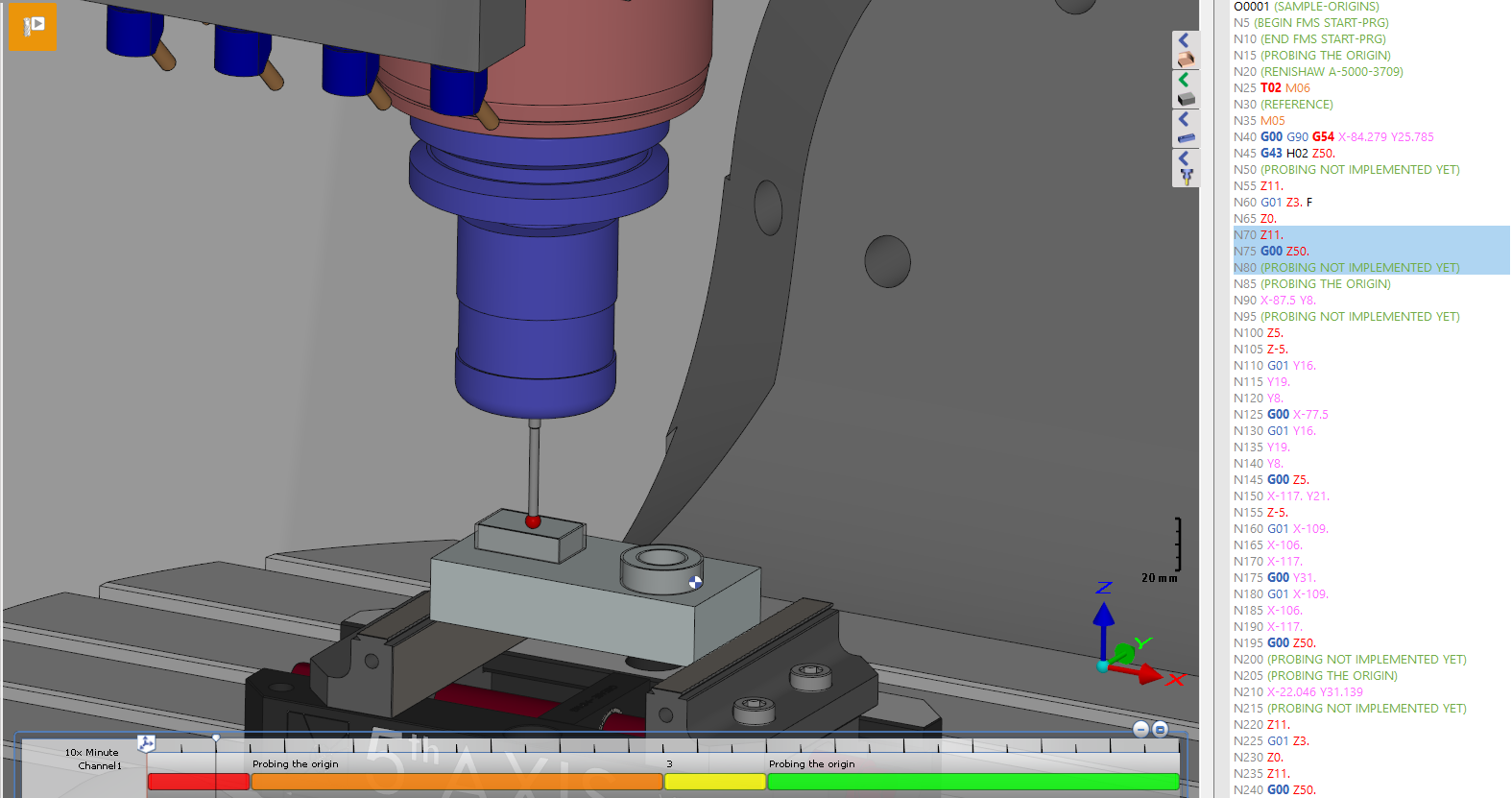
Orijinleri tanımlamak için stok problama
|
|
|
4 |
İşleme sırasında Problama
|
|
|
5 |
Bitmiş parça Ölçümü / Kalite Kontrolü
|
|
|
Yukarıdaki tabloda listelendiği gibi, GO2cam'de üç tür Problama döngüsü önerilmektedir: |
Problama döngüleri Frezeleme ve Tornalamada mevcuttur. |
|
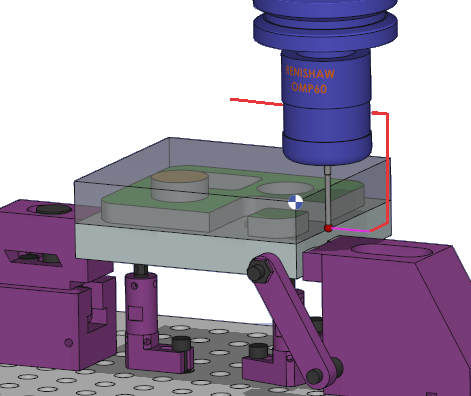
Frezeleme Örneği
|
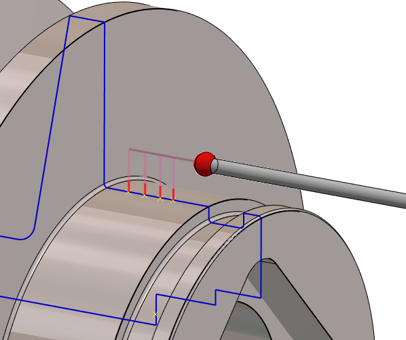
Tornalama Örneği
|
|
|

|
||
Tel kafes geometrisi ayrıca problama için belirli noktaları uygulamak üzere seçilebilir. Nokta daha sonra en yakın normal yöne göre katı üzerine otomatik olarak yansıtılır.
Problanmış bir noktanın koordinatları değiştirilirse (SHIFT + sol tıklama), yeni koordinatlar otomatik olarak katı üzerine yansıtılır.
Tel kafes geometrisi kullanmanın avantajı, tornalama işlemleri için Y = 0'da konumlandırılan silueti kullanabilme yeteneğinde yatmaktadır.