|
|
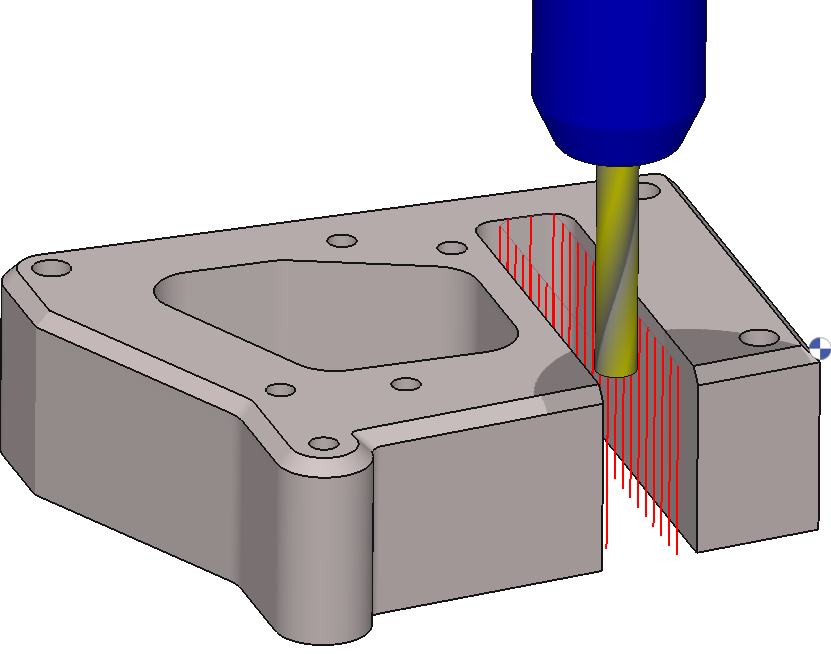
Kontür profillerinin kaba işlenmesine adanmış dalma işleminin çevrimi. Dalma işlemleri, Z dalmalarının bükülmemesi ve makine için çok daha az titreşim olması sayesinde hızlı ve verimlidir. |
Temel Noktalar
|
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Dalarak Çevre Dolaşma |
||
|
Geri Çekilme Yüksekliği |
||
|
|
||
|
Toleranslar |
||
|
Z Dalma |
||
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve geri dönüş |
||
|
Giriş ve Çıkış |
||
|
|
||
|
Hızlıların Yönetimi |
|
|
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
İlerleme/diş |
F. mili Dönme yönü |
|
|
Seviye |
Devir |
|
|
İlerleme |
Geri çıkış ilerleme |
|
|
Geri çekilme ilerleme |
Devir sırası |
|
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
Freze Ayarı |
|
|

Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenlerde davranış |
||
|
Güvenli alan |
||
|
Eğriler Hesaplama |
Eğri segmentasyon |
|