|
|
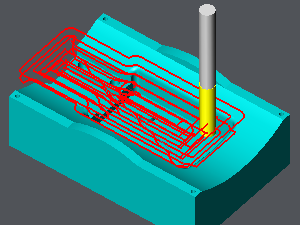
Otomatik olarak bir cep çevrimi uygulayın. Bu çevrim yapmaz kalan malzemeyi yönetin. |
Temel Noktalar
|
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Takım Yolu Stratejisi |
||
|
|
||
|
İşlemenin Sınırlandırılması |
|
|
|
Adım Hesaplama |
||
|
Z Adım |
|
|
|
İzinler |
||
|
Yükseklik Listesi |
|
|
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de Yaklaşma ve dönüş |
||
|
|
||
|
Z Dalma |
||
|
|
||
|
Hızlı hareketlerin yönetimi |
||
|
|
||
|
Güvenlik (XY'de) |
XY emniyet mesafesi |
SD / Takım sapı |
|
Takım tutucunun yönetimi |
|
|
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
İlerleme/diş |
F. mili Dönme yönü |
|
|
Seviye |
Devir |
|
|
İlerleme |
||
|
Devir sırası |
||
|
|
||
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
Freze Seti |
|
|
Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenler üzerindeki davranış |
||
|
Güvenli alan |
||
|
Takım yolu Optimizasyonu |
Ara kaba işleme alanı toleransı |
|
|
Eğriler Hesaplama |
Eğri segmentasyon |
|
|
Takım Yolu Hesaplama |
Takımyolundaki yayların ayrışması |
Yayların ayrışma toleransı |