|
|
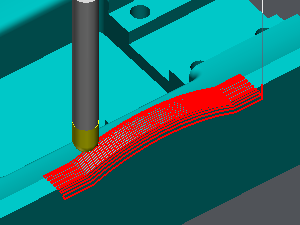
İşlenecek şekil üzerinde bir paralel çizgiler ağını projelendirin. GO2cam, tarama . |
anahtar noktalarının her noktasında Z yüksekliğini hesaplar.
|
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Yüzey Stratejisi |
Yüzey Yönü |
Açı |
|
İşlemenin Sınırlandırılması |
||
|
Adım Hesaplama
|
||
|
|
||
|
İzinler |
||
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve geri dönüş |
Geri çekilme yüksekliği |
|
|
Emniyet (XY'de) |
SD / Takım sapı |
Takım tutucu yönetimi |
|
XY'de giriş ve çıkış |
||
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
İlerleme/diş |
F. mili Dönme yönü |
|
|
Seviye |
Devir |
|
|
İlerleme |
||
|
Devir sırası |
||
|
|
||
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
Frezeleme Seti |
|
|

Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenlerde davranış |
||
|
Güvenli alan |
||
|
Eğriler Hesaplama |
Eğri segmentasyonu |
|