
|
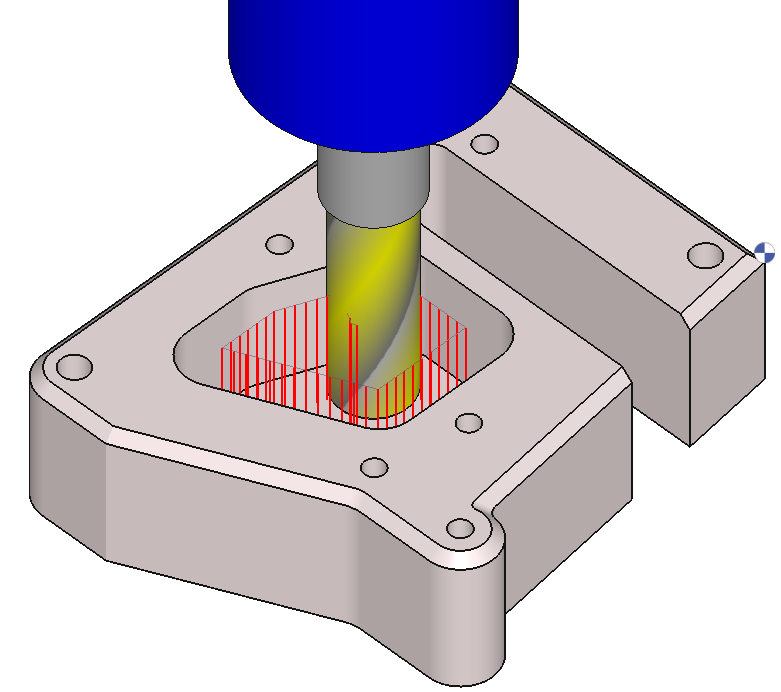
Ceplerin kaba işlenmesine ayrılmış dalma işleme çevrimi. Z dalmalarının bükülmemesinden ve makinenin çok daha az titreşiminden dolayı dalma işlemleri hızlı ve verimlidir. |
Önemli Noktalar
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Dalarak Cep Boşaltma |
İlerleme hızı azaltma katsayısı |
XY adım (Ae) |
|
Geri Çekme Yüksekliği |
||
|
|
||
|
Üst üste binme Hesaplaması |
||
|
Toleranslar |
||
|
Fazla kesme |
Fazla kesme |
Açık alanları yönet |
|
Z Dalma |
Tip |
Z Adım (Ap) |
|
Incr. geri çekme. |
Bekleme |
|
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve dönüş |
||
|
Hızlı hareketlerin yönetimi |
|
|
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme Hızı |
|
Diş başına ilerleme |
Milya yönü |
|
|
Seviye |
Milya hızı |
|
|
İlerleme |
Dönüş ilerlemesi |
|
|
Geri çekme ilerlemesi |
Devir sırası |
|
|
Takım Numaralandırması |
Takım no |
Özel numara |
|
Uzunluk telafi no |
|
|
|
Kullanıcı Alanları |
Yorum |
Kontrol Cihazı |
|
Frezeleme Seti |
|
|

Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenler üzerindeki davranış |
||
|
Güvenlik alanı |
||
|
Eğri Hesaplama |
Eğri segmentasyon |
|