|
|
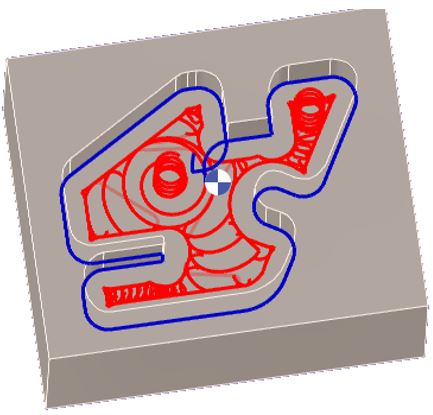
PAM, finiş operasyonunu öngören, finişte sabit bir temas açısı sağlamak amacıyla kullanılan bir kaba işleme takım yoludur. |
Avantajları ve patent bilgilerini öğrenmek için tıklayın burada .
Temel Noktalar
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım Yolu Stratejisi |
Maksimum kalınlık (h) |
Temizleme alanı |
|
Temizleme tipi |
Kalan kalınlık |
|
|
Kontürlerdeki radyüsler |
||
|
Finişi hazırlama |
||
|
Ters kesim ve Tekrar İşleme |
Ters kesim işleme |
|
|
Stok Hesaplama |
||
|
|
||
|
İşlemenin Sınırlandırılması |
||
|
|
||
|
Adım Hesaplama |
||
|
Z Adım |
|
|
|
Toleranslar |
||
|
|
||
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve geri dönüş |
||
|
|
||
|
Z Dalma |
||
|
|
||
|
Hızlı hareketlerin yönetimi |
||
|
|
||
|
Güvenlik (XY'de) |
XY emniyet mesafesi |
SD/Takım sapı |
|
Takım tutucunun yönetimi |
|
|
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
İlerleme/diş |
İşmili yönü |
|
|
Seviye |
Devir |
|
|
İlerleme |
||
|
Dalma için dönme hızı |
Devir aralığı |
|
|
Takım Numaralandırma |
Takım numarası |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol Ünitesi |
|
Freze Ayarı |
|
|

Seçenekler Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenlerde davranış |
||
|
Güvenlik alanı |
||
|
Takım Yolu Optimizasyonu |
Tekrar İşleme Alanı Toleransı |
İlerleme hızı ayarlaması |
|
Eğri Hesaplama |
Eğri segmentasyon |
|
|
Takım Yolu Hesaplama |
Takım yolundaki yayların ayrışması |
Yayların ayrışma toleransı |