Çevrim: Doğrudan Oluk Açma, Z Seviyesi, Zikzak, W tipi, O ring tipi, Ortalama, Delme, Delme Aletle Kesme, Takımla Kesme, Ölçü İplik Açma, Bölme, Nokta Nokta İşleme, Şampanlama, Kırma
Tanım
Takım yolunda, çeşitli parametrelere göre bekleme programlama yeteneği:
-
Bekleme Derinliği
-
Bekleme Birimi
-
Bekleme
-
Son Bekleme
Ayarlar
-
Öncelikle birim beklemenin birimi seçilir: saniye cinsinden ifade edilebilir veya etrafında döndür
-
Daha sonra, 2 bekleme arası mesafe olan Bekleme Derinliği tanımlayabilirsiniz.
-
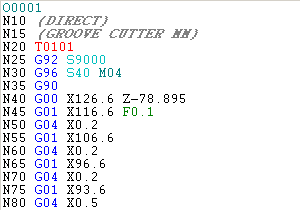
Bekleme Değer saniye cinsinden mi yoksa devir cinsinden mi, kod genellikle bir harfle (örneğin Fanuc için X veya U, Num için F) birlikte G04'tür.
-
Son Bekleme Son geçişte daha iyi bir son işlem yapmak için sonunda farklı bir değer tanımlamayı sağlar.
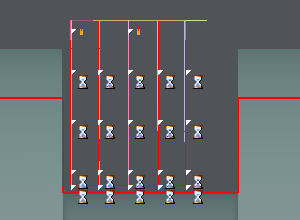
Tanımlanan beklemeler ekranda şu şekilde görüntülenir: kum saati Aşağıdaki resimde gösterildiği gibi sembol.
|
Bu örnekte:
|
|
|
|
Special case for Direct, Z Level and Wtype Grooving operations.
Stratejide tanımlanan bekleme, bu 3 işlem için tüm takım yoluna uygulanmaz. Bir şekilde, kaba geçişlerin 2 yola ayrıldığını düşünebiliriz:
-
‘kaba’ geçişler: dikey dalışlar takım tarafından yapılır ve burada bekleme uygulanabilir.
-
‘ön bitirme’ geçişi: takım her kaba dalıştan sonra profilde bir yol oluşturur. Bu geçiş ‘ parametresi tarafından tetiklenir. Profil İşleme ’.