|
|
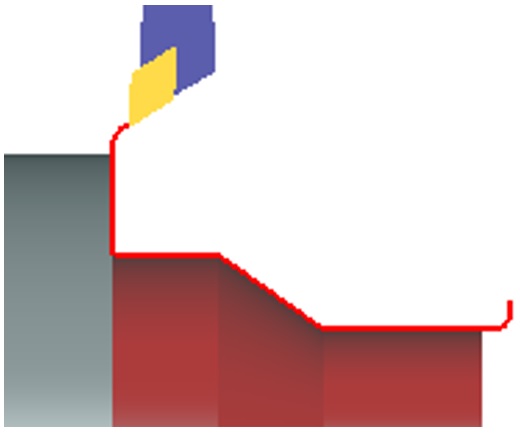
Düz kesme, yüzey veya baralama işleminden sonra parçayı bitirmek için tek paso. |
Temel Noktalar
|
Bu çevrim, ne olursa olsun, yalnızca bir takım yolu oluşturur. malzemenin geri kalanı işlenmesi gerekir.
Birçok giriş/çıkış stratejisi sunulmaktadır. Burada, yaklaşma ve geri çekme hareketlerini optimize etmek için stok yönetilir.
Profil üzerinde bazı yerel stok izinleri tanımlanmışsa çalışmaz.
|
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Takım yolu |
||
|
R max Katsayısı |
||
|
İşleme Stratejisi |
||
|
XY Stok toleransı |
||
|
Z Stok toleransı |
||
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Yaklaşım ve Geri Dönüş Özellikleri |
||
|
|
||
|
Çıkış dışa taşma/Vektör |
||
|
Giriş dışa taşma/Vektör |
||
|
Giriş/Çıkışı sınırlayın |
||
|
Dönüş emniyet mesafesi |
Yaklaşma emniyet mesafesi |
|
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
Devir |
Devir sırası |
|
|
İlerleme Z'te |
İlerleme |
|
|
İlerleme X'te |
Spindle yönü |
|
|
Maksi devir |
Renklere göre beslemeler tablosu 
|
|
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Radyüs telafi numarası |
Uzunluk telafi no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
İşleme Seti
|
|
|

Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Çarpışmaların yönetimi |
||
|
Güvenli alan |
||
|
Eğriler Hesaplama |
Eğri toleransı |
Eğri explode into |
|
Seçenekler |
||
|
Kompanzasyon başarı faktörü |
Besleme hızı azaltma katsayısı |
|
|
Takım yolundaki seçenekler |
Dış köşeleri kır |
Max açı |