|
|
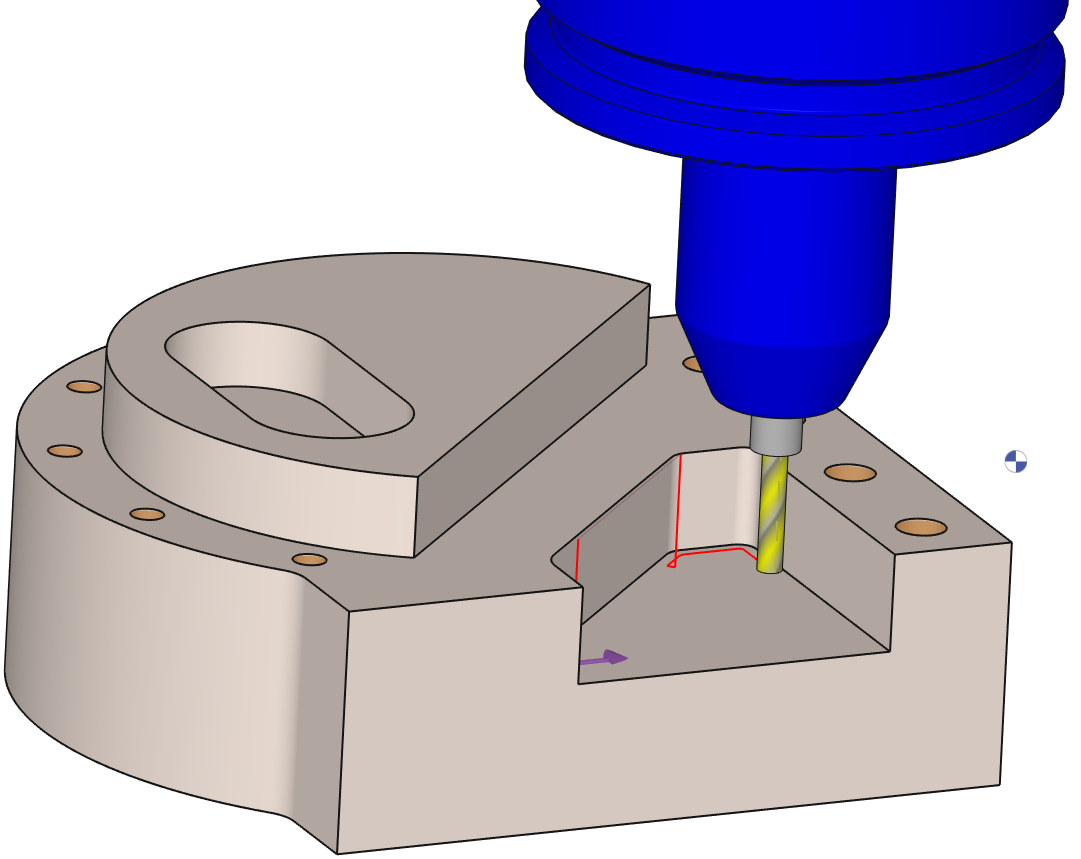
Bu çevrim, bir kontür çevriminden sonra tanımlanır ve önceki takımın gidemediği alanları otomatik olarak tekrar işlemeyi amaçlar. |
Önemli Noktalar
|
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Takım Yolu ve Telafi |
||
|
|
||
|
Kontürde Takım ve Stok Payı |
||
|
Z adımlarını hesapla |
|
|
|
İzinler |
||
|
Fazla kesme |
|
|
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve geri dönüş |
||
|
|
||
|
Z yaklaşımı ve XY girişi arasındaki hareketler |
|
|
|
XY'de Giriş ve Çıkış |
||
|
Açı/mesafe hesaplama+takım yarıçapı |
Yarıçap hesaplama+takım yarıçapı |
|
|
Alt yarıçapta Z dalma mesafesi |
|
|
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
İlerleme/diş |
F. mili Dönme yönü |
|
|
Seviye |
Devir |
|
|
İlerleme |
||
|
Devir sırası |
||
|
|
||
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
Frezeleme Seti |
|
|

Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenlerde davranış |
||
|
Güvenli alan |
||
|
Eğriler Hesaplama |
Eğri segmentasyon |
|