Çevrim : Kontür, Kontür tekrar, Slot, Pah kırma, Açılı Kesme, Profil kesme, Pah kırma
Tanım
Bu kutu, takım yaklaşımını hızlı hızda düzenlemenizi sağlar.
|
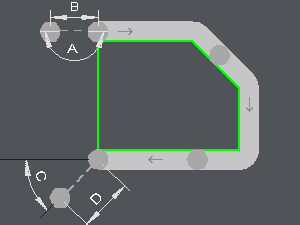
A. Giriş açısı
|
|
A. Giriş açısı
Giriş açısı, giriş mesafesi ile birlikte, takımın ilerleme hızındaki giriş hareketini tanımlar. Bu hareket, takımın çap telafisini (G41 veya G42) alması için gereklidir. Giriş açısının değeri 0 ile 90 derece arasındadır.
Bu, takımın giriş açısı değeridir. Ofset veya Takım yolu Sola veya Sağa ise, açı ilk elemana göre mutlak değer olarak verilir.
Ofset (merkez konumu) yoksa ve takım yolu Parça konumundaysa, açı saat yönünün tersine daireye göre mutlak değer olarak verilir.
Uzunluk, giriş mesafesi ile verilir.
B. Giriş mesafesi
Giriş mesafesi değeri, takımın yarıçapından büyük olmalıdır. Bu değer, X veya Y'ye değil, açı çizgisine dayanmaktadır.
C. Çıkış açısı
Giriş açısı ve uzunluğu gibi, çıkış açısı, çıkış mesafesi ile birlikte çıkış hareketini tanımlar. Bu hareket, takımın çap telafisini iptal etmek için gereklidir. Çıkış açısının değeri 0 ile 90 derece arasındadır.
Bu, takımın çıkış açısı değeridir. Ofset veya takım yolu Sola veya Sağa ise, açı ilk elemana göre mutlak değer olarak verilir.
Ofset (merkez konumu) yoksa ve takım yolu Parça konumundaysa, açı saat yönünün tersine daireye göre mutlak değer olarak verilir.
Uzunluk, çıkış mesafesi ile verilir.
D. Çıkış mesafesi
Çıkış mesafesi değeri, takımın yarıçapından büyük olmalıdır. Bu değer, X veya Y'ye değil, açı çizgisine dayanmaktadır.