|
|
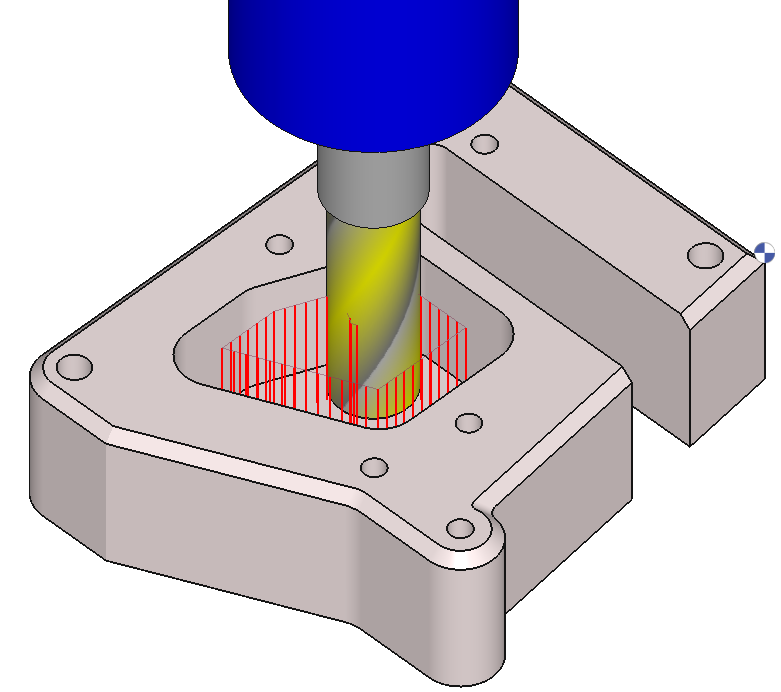
포켓 황삭에 특화된 플런지 가공의 사이클입니다. 플런지 작업은 Z 플런지의 굴곡이 없고 기계의 진동이 훨씬 적기 때문에 빠르고 생산적입니다. |
주요 사항
|
|
전략 매개변수
|
대화 상자 영역 |
매개변수 |
|
|
Plunge Pocketing |
피이드레이트 감소 계수 |
|
|
Retract Height |
||
|
|
||
|
겹침 계산 |
||
|
허용치 |
||
|
과절삭 |
||
|
Z 플런지 |
||
이동 매개변수
기술 매개변수
|
대화 상자 영역 |
매개변수 |
|
|
가공 조건 |
품질 |
가공 속도 |
|
피이드레이트/잇수 |
스핀들 방향 |
|
|
레벨 |
스핀들 속도 |
|
|
피이드레이트 |
복귀 피이드레이트 |
|
|
Retract feedrate |
Sp. speed range |
|
|
공구 번호 매기기 |
공구 번호 |
특정 번호 |
|
길이 보정 번호 |
|
|
|
사용자 필드 |
Comment |
제어 장치 |
|
밀링 세트 |
|
|
