サイクル: 深穴ドリルとクレビス
|
|
定義
このヘルプページでは、すべて深穴加工に特化したいくつかのパラメータについて説明します 深穴加工モード .
原理
深穴加工は非常に正確なプロセスに従います。
|
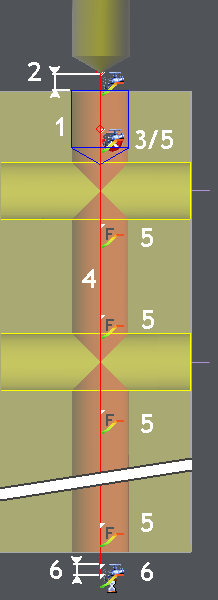
1. 下穴あけ: 深穴加工の前に、穴に下穴あけ加工をプログラムする必要があります。この穴あけの深さは、約 直径の1.5倍 直径10mmの場合、深さ15mmが必要です。 |
|
|
2.工具アプローチ: は 主軸回転数 低減 され、その後、 主軸は 安全距離 で停止 して穴の中に入ります。 工具係合: |
|
|
3. 停止 ストッパ 工具はアプローチ穴に係合し、 が制御操作のために設定されます。 |
|
|
4. 加工: 加工中は主軸は常に通常の速度です。 |
|
|
5. 送り速度低減: 送り速度が減少する 他の穴との各交点で 送り速度は、また、 加工開始 、ドリルの良好な案内を確保します。穴が貫通穴の場合は、送り速度を下げることもできます 貫通前減速距離 . 交差を認識するには、他の穴を先に加工する必要があります! |
|
|
6. 穴底位置調整 穴の底にA 穴底位置調整とドウェル が定義されています。その後、主軸回転数を落として工具を後退させます。 |
パラメータの説明
切削油延期
はいに設定されている場合、冷却剤はアプローチ穴の底面で行われます。
主軸回転数が減少しました
ドリルの アプローチとリトラクトにプログラムしたい主軸回転数の値を入力してください 値は回転/分で表されます。
送り速度低減係数
この値は、Technologyで定義された送り速度に対する係数です。
開始後減速加工距離
もしあなたが使いたいなら 低減された主軸回転数 穴の開始時に、この欄に距離を定義します。この距離の後、主軸回転数は通常の値(Technologyページで定義)に変更されます。
|
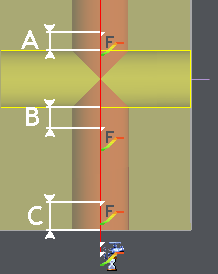
交差前減速開始距離 (A): 交差する前に送り速度を低速に変更する時点を表す距離 |
|
|
交差後加速開始距離(B): この距離は、送り速度の値が標準値に変更される瞬間です。 |
|
|
貫通前減速距離 貫通穴の場合、材料貫通前に送り速度を落とすことができます |
これらのビデオは、GO2camでガンドリルを使用する方法を説明しています。
|
1 |
最初のビデオは、穴にガンドリル加工のオペレーションを追加する方法を示しています。 |
深穴あけプロセス
|
|
2 |
2つ目のビデオでは、ガンドリル加工における一般的なミスに対処する方法、特に工具の正しい直径を使用する方法について、最初の部分を説明しています。 |
2. ガンドリリングよくある間違い その1 正しい工具径の使用
|
|
3 |
3つ目のビデオでは、一般的な間違いの2番目の部分を示し、同じ軸内にある穴を統一する方法を示しています。 |
3.ガンドリリングよくある間違い パートII 穴の統一
|