|
Lo standard ha tre pagine di configurazione per gestire tutte le opzioni disponibili: La prima pagina "Controller CNC" riguarda le opzioni CNC. La seconda pagina "Fresatura" consente di adattare l'output per Fresatura, utensili, refrigerante e origini. La terza pagina "Fresatura" riguarda i parametri a 5 assi. |
|
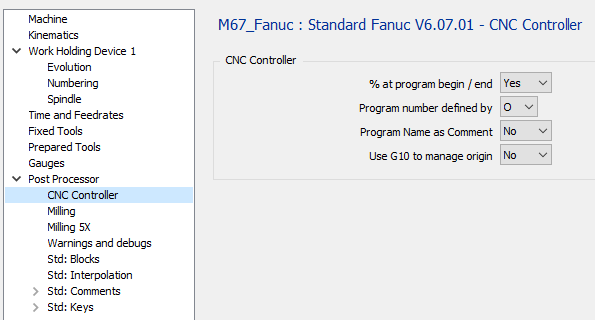
Pagina Controller CNC
Sezione Controller CNC
|
% all'inizio/fine programma
|
Opzione |
Risultato |
|
No |
O1000 … M30 |
|
Sì |
% O1000 … M30 % |
Numero programma definito da
|
Opzione |
Risultato |
|
O |
% O 1000 … M30 % |
|
: |
% : 1000 … M30 % |
Nome programma come commento
|
Opzione |
Risultato |
|
No |
% O1000 … M30 % |
|
Sì |
% O1000 (NOME PEZZO) … M30 % |
Usa G10 per gestire le origini
|
Opzione |
Risultato |
|
No |
% O1000 … M30 % |
|
Sì |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … M30 % |
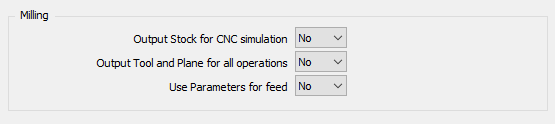
Pagina Fresatura
Sezione Fresatura
|
Grezzo di output per simulazione CNC
|
Opzione |
Risultato |
|
No |
% O1000 … |
|
Sì |
% O1000 G1902 B26.0 D26.0 H10.0 I13.0 J13.0 … |
Utensile e piano di output per tutte le operazioni
|
Opzione |
Risultato |
|
No |
(OP 1 CON UTENSILE 1 E PIANO 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … (OP 2 CON UTENSILE 1 E PIANO 1) … |
|
Sì |
(OP 1 CON UTENSILE 1 E PIANO 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … (OP 2 CON UTENSILE 1 E PIANO 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … |
Usa parametri per avanzamento
|
Opzione |
Risultato |
|
No |
T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
Sì |
#1 = 200 #2 = 160 T1 M6 G00 X.. Y.. G43 H1 Z.. Z-.. F#2 G01 X.. Y.. F#1 … |
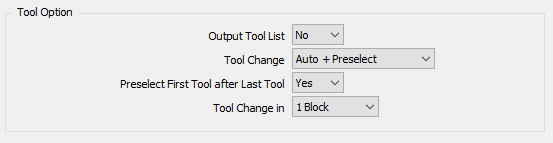
Sezione Opzioni Utensile
|
Elenco utensili di output
|
Opzione |
Risultato |
|
No |
% O1000 … |
|
Sì |
% O1000 (INIZIO LISTA UTENSILI) (T01 FRESA A CILINDRO D10) (T02 TRAPANO D08) … (FINE LISTA UTENSILI) … |
Cambio utensile
|
Opzione |
Risultato |
|
Manuale |
… M00 … |
|
Automatico |
… T01 M06 … |
|
Auto + Preselezione |
… T01 M06 T02 … |
Preseleziona il primo utensile dopo l'ultimo utensile
|
Opzione |
Risultato |
|
No |
(PRIMA OPERAZIONE) T01 M06 T02 … (ULTIMA OPERAZIONE) T05 M06 … M30 |
|
Sì |
(PRIMA OPERAZIONE) T01 M06 T02 … (ULTIMA OPERAZIONE) T05 M06 T01 … M30 |
Cambio utensile in
|
Opzione |
Risultato |
|
1 Blocco |
… T01 M06 … |
|
2 Blocchi |
… T05 M06 … |
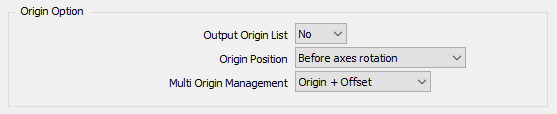
Sezione Opzioni Origine
|
Elenco origini di output
|
Opzione |
Risultato |
|
No |
% O1000 … |
|
Sì |
% O1000 (INIZIO LISTA ORIGINI) (G54) (G55) (FINE LISTA ORIGINI) … |
Posizione origine
|
Opzione |
Risultato |
|
Dopo rotazione assi |
G68.2 P1 X0. Y0. Z0. J0. K0. … G54 |
|
Prima rotazione assi |
G54 … G68.2 P1 X0. Y0. Z0. J0. K0. |
Gestione origini multiple
|
Opzione |
Risultato |
|
Solo origine |
% O1000 … G54 … |
|
Origine + Offset |
% O1000 … G54 G52 X10 Y20 Z10 … |
Senza MTE:
Se l'opzione è impostata su "Solo origine" per ogni origine definita sulla parte, verrà generato un codice G diverso, G54, quindi G55, G56… Ciò significa che sei limitato dal numero di origini gestite dal CNC. Se puoi avere più origini, devi utilizzare la seconda opzione "Origine + Offset"
Se l'opzione è impostata su "Origine + Offset", verrà generato solo G54 e offset con G158
Con MTE:
L'origine può essere definita nel nome dell'origine con la seguente sintassi "$G54_". Ciò significa che G54 verrà utilizzato nel programma NC. Se non è definito alcun nome decodificato, verrà generata l'origine predefinita G54.
Se si utilizza "Origine + Offset", è necessario utilizzare una sola origine per tutte le operazioni perché tutti gli offset vengono calcolati dall'origine del piano di riferimento o dall'origine singola.
È possibile aggiungere qualsiasi testo dopo il trattino basso per riconoscere l'offset "$G54_Su", "$G54_Destra",…
Con macchina a 5 assi:
L'offset di origine viene generato con la funzione piano inclinato G68.1 se è impostato per essere generato. Quindi significa che non viene generato alcun G52.
Sezione Opzioni Refrigerante

|
Posizione di attivazione refrigerante
|
Opzione |
Risultato |
|
Con mandrino |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
Con spostamento piano |
… T01 M06 S8000 M03 G00 X.. Y.. M08 G43 H1 Z.. … |
|
Con spostamento in profondità |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
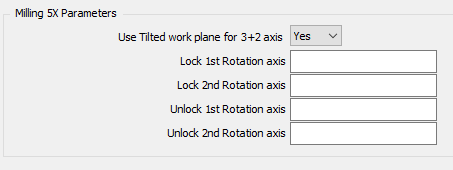
Pagina Fresatura 5X
Parametri Fresatura 5X
|
Usa piano di lavoro inclinato per assi 3+2
|
Opzione |
Risultato |
|
No |
… T01 M06 C180 B-90 … |
|
Sì |
… T01 M06 G69 G49 G68.2 P1 X.. Y.. Z.. I-90 K180 G53.1 … |
Asse di rotazione
|
Opzione |
Risultato |
Opzione |
Risultato |
|
Blocca 1 1° Asse di rotazione |
Blocca 2 2° Asse di rotazione |
||
|
vuoto |
… C180 … |
vuoto |
… B-90 … |
|
"M10" |
… C180 M10 … |
"M12" |
… B-90 M12 … |
|
Sblocca 1 1° Asse di rotazione |
Sblocca 2 2° Asse di rotazione |
||
|
vuoto |
… C180 … |
vuoto |
… B-90 … |
|
"M11" |
… M11 C180 … |
"M13" |
… M13 B-90 … |
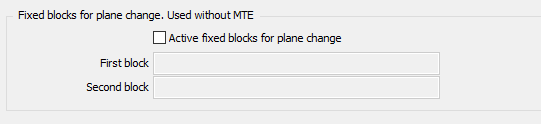
Blocchi fissi per cambio piano (utilizzati senza MTE)
|
Blocchi fissi attivi per cambio piano
Questa opzione viene utilizzata solo se non è definita alcuna cinematica nella configurazione della macchina.
|
Opzione |
Risultato |
|
seleziona |
I blocchi fissi definiti verranno generati se c'è un cambio di piano |
|
deseleziona |
I blocchi standard verranno generati se c'è un cambio di piano. G00 G91 G28 Z0 |
Primo e secondo blocco
Per evitare l'output standard, seleziona l'opzione per attivare i blocchi fissi e lascia vuoti i campi del primo e del secondo blocco.
|
Opzione |
Risultato |
|
Vuoto |
… … |
|
"G00 Z100" |
… G00 Z100 … |
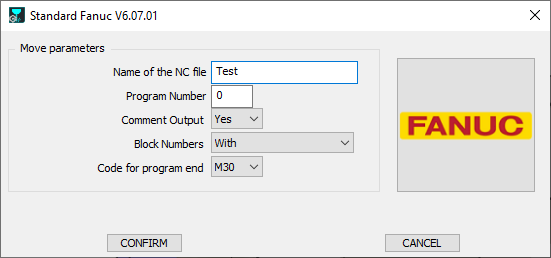
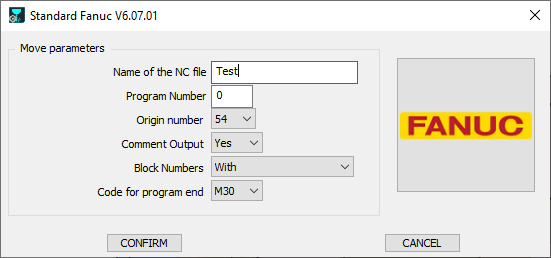
Pagina di avvio
|
Con cinematica macchina definita |
Senza cinematica macchina definita |
|
|
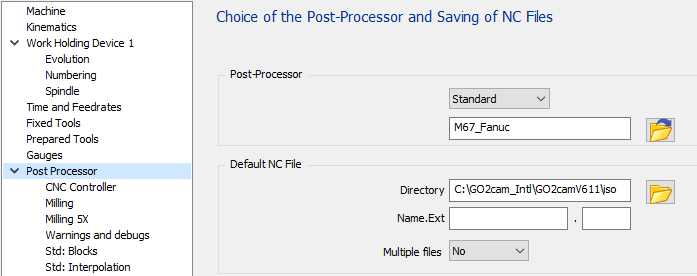
Nome del file NC
Definisci qui il nome del file NC generato. L'estensione deve essere definita nella configurazione MCF.
Numero programma
Se viene definito 0, il nome del programma verrà impostato su 1.
|
Opzione |
Risultato |
|
0 |
% O1 … |
|
“10” |
% O10 … |
|
“1234” |
% O1234 … |
Numero origine
Questo parametro viene utilizzato solo se la cinematica non è definita nel file macchina. Il parametro definisce la prima origine utilizzata nel programma NC.
Se il parametro per gestire origini multiple è impostato su "Solo origine", il numero di origine viene incrementato quando cambia un piano.
|
Opzione |
Risultato fino a 8055 |
|
54 |
% O10 T01 M06 G54 … |
|
55 |
% O10 T01 M06 G55 … |
Output commento
|
Opzione |
Risultato |
|
No |
… T1 M6 … |
|
Sì |
… (SPIANATURA) (FRESA A CILINDRO D12) T01 M06 … |
Numeri blocco
|
Opzione |
Risultato |
|
Con |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
Senza |
O1000 T01 M06 G0 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
Solo cambio utensile |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
Codice per fine programma
|
Opzione |
Risultato |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |