|
Lo standard ha tre pagine di configurazione per gestire tutte le opzioni disponibili: La prima pagina "Controller CNC" riguarda le opzioni CNC. La seconda pagina "Fresatura" consente di adattare l'output per Fresatura, utensili, refrigerante e origini. La terza pagina "Fresatura" riguarda i parametri a 5 assi. |
|
Pagina Controller CNC
Generazione CNC
|
Opzione |
Risultato |

|
|
Fino a 8055 |
Alcuni output sono eseguiti per rispettare la programmazione di Fagor 8050 e 8055. |
|
|
Dopo 8055 |
Alcuni output sono eseguiti per rispettare la programmazione di Fagor 8060 e successive. |
Ad esempio, l'output di, inizio programma, ciclo automatico e piano di lavoro inclinato non sono gli stessi.
Compensazione utensile
Per l'opzione "D.." la compensazione utensile viene letta nella pagina tecnologia del ciclo
|
Opzione |
Risultato |

|
|
D1 |
….T01 D0 1 … …T10 D0 1 … |
|
|
D.. |
…T01 D0 1 … …T10 D 10 … |
Pagina Fresatura
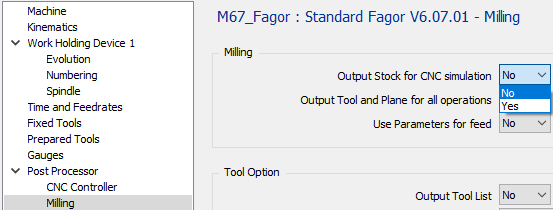
Sezione Fresatura
Output grezzo per simulazione CNC
Non c'è output per questa opzione per il post-processore Fagor
|
Opzione |
Risultato |
|
|
No |
%1000 … |
|
|
Sì |
%1000 … |
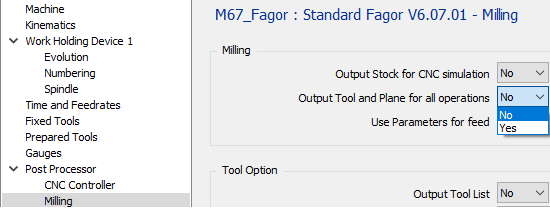
Output utensile e piano per tutte le operazioni
|
Opzione |
Risultato |
|
|
No |
;OP 1 CON UTENSILE 1 E PIANO 1 T01 M06 G49 X.. Y.. Z.. Q.. R.. Q.. … ;OP 2 CON UTENSILE 1 E PIANO 1 … |
|
|
Sì |
;OP 1 CON UTENSILE 1 E PIANO 1 T01 M06 G49 X.. Y.. Z.. Q.. R.. Q.. … ;OP 2 CON UTENSILE 1 E PIANO 1 T01 M06 G49 X.. Y.. Z.. Q.. R.. S.. … |
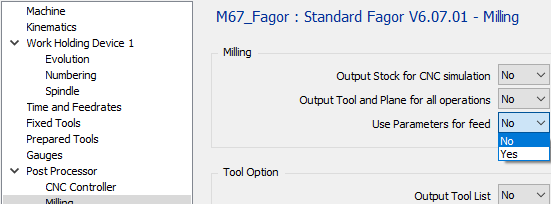
Usa parametri per avanzamento
|
Opzione |
Risultato |
|
|
No |
T1 M6 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
|
Sì |
P1 = 200 P2 = 160 T01 M06 G0 X.. Y.. G43 H1 Z.. Z-.. FP2 G1 X.. Y.. FP1 … |
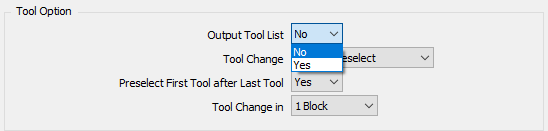
Sezione Opzioni Utensile
Output Elenco Utensili
|
Opzione |
Risultato |
|
|
No |
% O1000 … |
|
|
Sì |
% O1000 ;INIZIO ELENCO UTENSILI ;T01 FRESA A CILINDRO D10 ;T02 TRAPANATURA D08 … ;FINE ELENCO UTENSILI … |
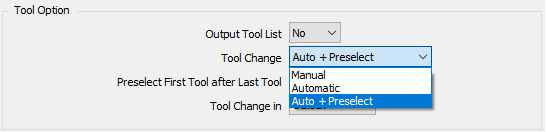
Cambio utensile
|
Opzione |
Risultato |
|
|
Manuale |
… M00 … |
|
|
Automatico |
… T01 M06 … |
|
|
Auto + Preselezione |
… T01 M06 T02 … |
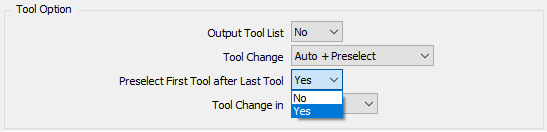
Preseleziona il primo utensile dopo l'ultimo utensile
|
Opzione |
Risultato |
|
|
No |
;PRIMA OPERAZIONE T01 M06 T02 … ;ULTIMA OPERAZIONE T05 M06 … M30 |
|
|
Sì |
;PRIMA OPERAZIONE T01 M06 T02 … ;ULTIMA OPERAZIONE T05 M06 T01 … M30 |
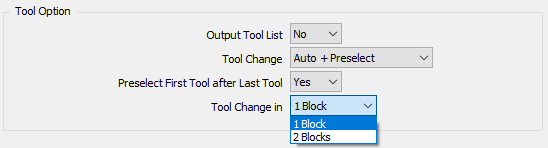
Cambio utensile in
|
Opzione |
Risultato |
|
|
1 blocco |
… T01 M06 … |
|
|
2 blocchi |
… T05 M06 … |
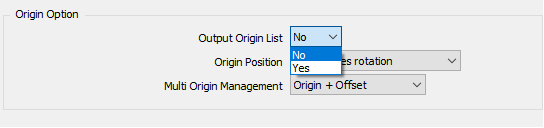
Sezione Opzioni Origine
Output Elenco Origine
|
Opzione |
Risultato |
|
|
No |
% O1000 … |
|
|
Sì |
% O1000 ;INIZIO ELENCO ORIGINI ;G54 ;G55 ;FINE ELENCO ORIGINI … |
Posizione origine
|
Opzione |
Risultato |
|
Dopo rotazione assi |
… G49 X0. Y0. Z0. Q0 R0. S0 G54 |
|
Prima rotazione assi |
G54 … G49 X0. Y0. Z0. Q0 R0. S0 |
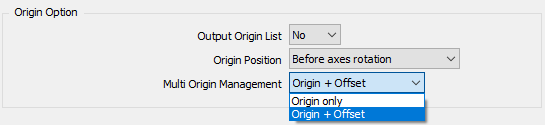
Gestione multi origine
|
Opzione |
Risultato |
|
|
Solo origine |
% O1000 … G54 … |
|
|
Origine + Offset |
% O1000 … G54 G158 X10 Y20 Z10 … |
Senza MTE:
Se l'opzione è impostata su "Solo origine" per ogni origine definita sulla parte, verrà generato un codice G diverso, G54, quindi G55, G56 ... Ciò significa che sei limitato dal numero di origini gestite dal CNC. Se puoi avere più origini, devi utilizzare la seconda opzione "Origine + Offset"
Se l'opzione è impostata su "Origine + Offset", verrà generato solo G54 e offset con G158
La funzione G158 è disponibile solo per la generazione CNC a partire dall'8060.
Con MTE:
L'origine può essere definita nel nome dell'origine con la seguente sintassi "$G54_". Ciò significa che G54 verrà utilizzato nel programma NC. Se non è definito alcun nome decodificato, verrà generata l'origine predefinita G54.
Se si utilizza "Origine + Offset", è necessario utilizzare una sola origine per tutte le operazioni perché tutti gli offset vengono calcolati dall'origine del piano di riferimento o dall'origine singola.
È possibile aggiungere qualsiasi testo dopo il trattino basso per riconoscere il proprio offset "$G54_Up", "$G54_Right", ...
Con macchina a 5 assi:
L'offset di origine viene generato con la funzione piano inclinato G49 o #CS se è impostato per essere generato. Quindi significa che non viene generato alcun G158.
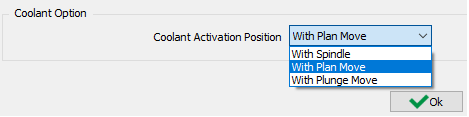
Sezione Opzioni Refrigerante
Posizione attivazione refrigerante
|
Opzione |
Risultato |
|
|
Con mandrino |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
|
Con spostamento piano |
… T01 M06 S8000 M03 G00 X.. Y.. M08 G43 H1 Z.. … |
|
|
Con spostamento in profondità |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
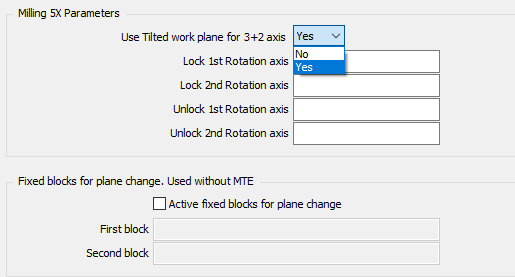
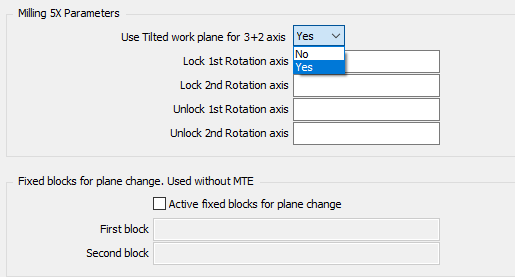
Pagina Fresatura 5X
Parametri Fresatura 5X
Usa piano di lavoro inclinato per assi 3+2
Il piano di lavoro inclinato viene generato con angolo di Eulero per impostazione predefinita. Per CNC Fagor, l'angolo di Eulero viene eseguito per la rotazione attorno a Z quindi Y quindi Z.
|
Opzione |
Risultato fino a 8055 |
Risultato dopo 8055 |
|
|
No |
… T01 M06 C180 A-90 … |
||
|
Sì |
… T01 M06 G49 X.. Y.. Z.. Q-90 R180 S0 … |
… T01 M06 #CS NEW[1][MODE 2,-90,180,0] #TOOL ORI … |
|
Asse di rotazione
|
|||
|
Opzione |
Risultato |
Opzione |
Risultato |
|
Blocco 1 st Asse di rotazione |
Blocco 2 nd Asse di rotazione |
||
|
vuoto |
… C180 … |
vuoto |
… B-90 … |
|
"M10" |
… C180 "M10" … |
"M12" |
… B-90 "M12" … |
|
Sblocco 1 st Asse di rotazione |
Sblocco 2 nd Asse di rotazione |
||
|
vuoto |
… C180 … |
vuoto |
… B-90 … |
|
"M11" |
… "M11" C180 … |
"M13" |
… "M13" B-90 … |
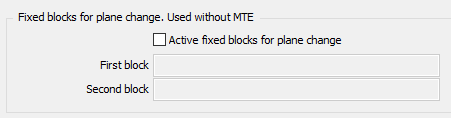
Blocchi fissi per cambio piano (utilizzati senza MTE)
|
|
Blocchi fissi attivi per cambio piano
Questa opzione viene utilizzata solo se non è definita alcuna cinematica nella configurazione della macchina.
|
Opzione |
Risultato |
|
seleziona |
I blocchi fissi definiti verranno generati se c'è un cambio di piano |
|
deseleziona |
Nessun blocco verrà generato se c'è un cambio di piano. |
Primo e secondo blocco
|
Opzione |
Risultato |
|
Vuoto |
… … |
|
"G0 Z100" |
… G00 Z100 … |
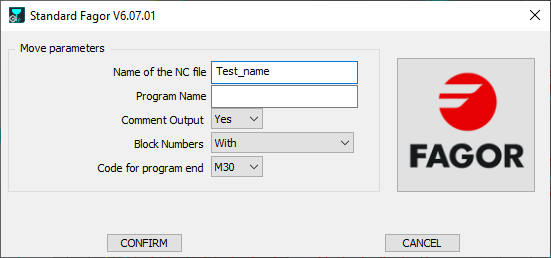
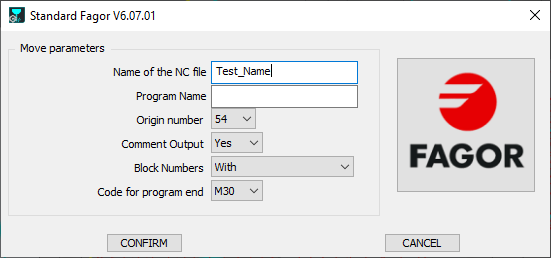
Pagina di avvio
|
Con cinematica macchina definita |
Senza cinematica macchina definita |
|
|
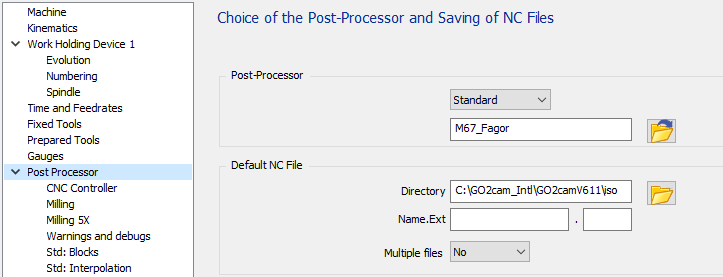
Nome del file NC
Definire qui il nome del file NC generato. L'estensione deve essere definita nella configurazione MCF.
Numero programma
Se è definito un testo vuoto, il nome del programma verrà impostato su 1.
|
Opzione |
Risultato fino a 8055 |
Risultato dopo 8055 |
|
vuoto |
% 1 , MX, … |
% 1 … |
|
"PROG1" |
% PROG1 , MX, … |
% PROG1 … |
Numero origine
Questo parametro viene utilizzato solo se la cinematica non è definita nel file macchina. Il parametro definisce la prima origine utilizzata nel programma NC.
Se il parametro per gestire l'origine multipla è impostato su "Solo origine", il numero di origine viene incrementato quando cambia un piano.
|
Opzione |
Risultato fino a 8055 |
|
54 |
%1, MX, T01 M06 G54 … |
|
55 |
%1, MX, T01 M06 G55 … |
Output commento
|
Opzione |
Risultato |
|
No |
… T01 M06 … |
|
Sì |
… ;SPIANATURA ;FRESA A CILINDRO D12 T01 M06 … |
Numeri blocco
|
Opzione |
Risultato |
|
Con |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M6 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
Senza |
O1000 T01 M06 G00 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
Solo cambio utensile |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
Codice per fine programma
|
Opzione |
Risultato |
|
M30 |
… M30 % |
|
M02 |
… M02 % |