|
|
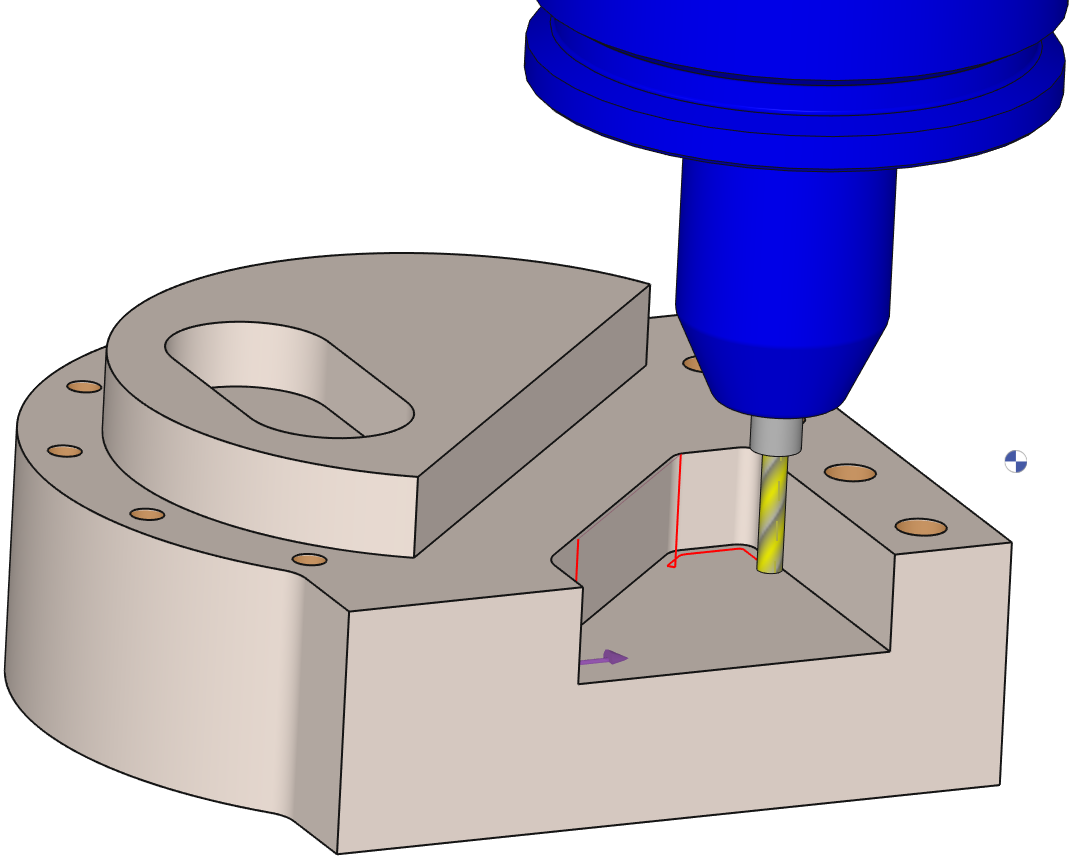
Questo ciclo è definito dopo un ciclo di contornatura e mira a rielaborare automaticamente le aree in cui l'utensile precedente non poteva arrivare. |
Punti chiave
|
|
Parametri della strategia
|
Area di dialogo |
Parametri |
|
|
Percorso utensile e compensazione |
||
|
|
||
|
Utensile e sovrametallo in contornatura |
||
|
Calcola passi Z |
|
|
|
Sovrametalli |
||
|
Eccesso |
|
|
Parametri di movimento
|
Area di dialogo |
Parametri |
|
|
Sicurezza (in Z) |
||
|
Avvicinamento e ritorno in Z |
||
|
|
||
|
Movimenti tra approccio Z e innesto XY |
|
|
|
Innesto e svincolo in XY |
||
|
Calcolo angolo/distanza+raggio utensile |
Calcolo raggio+raggio utensile |
|
|
Distanza di immersione Z sul raggio del fondo |
|
|
Parametri tecnologici
|
Area di dialogo |
Parametri |
|
|
Condizioni di taglio |
Qualità |
Velocita di Taglio |
|
Avanz. per Dente |
Senso di rotazione |
|
|
Livello |
Velocita Rotazione |
|
|
Unità Avanzamento |
||
|
Numero di Gamma |
||
|
|
||
|
Numerazione utensili |
Nr Utensile |
Numero specifico |
|
N° correttore lunghezza |
Nr CorrDiam |
|
|
Campi utente |
Commento |
Controllo Medio |
|
Set di fresatura |
|
|

Parametri delle opzioni
|
Area di dialogo |
Parametri |
|
|
Comportamento su morsetti e componenti |
||
|
Zona di sicurezza |
||
|
Calcolo curve |
Taglia Curva |
|