Ciclo : Contornatura, Ripresa contorno, Scanalatura, Smussatura, Spoglia, Profilatura, Smussatura
Definizione
Questa casella consente di regolare l'avvicinamento dell'utensile in velocità rapida.
|
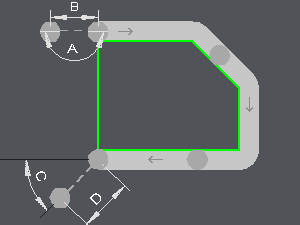
A. Angolo di ingresso
|
|
A. Angolo di ingresso
L'angolo di ingresso insieme alla distanza di innesto definiscono il movimento di ingresso dell'utensile in avanzamento. Questo movimento è necessario affinché l'utensile prenda la sua compensazione del diametro (G41 o G42). Il valore dell'angolo di ingresso è compreso tra 0 e 90 gradi.
È il valore dell'angolo di ingresso dell'utensile. Se l'offset o il tragitto si trova a sinistra o a destra, l'angolo viene fornito in valore assoluto rispetto al primo elemento.
Se non c'è offset (posizione centrale) e se il tragitto è in posizione Pezzo, l'angolo viene fornito in valore assoluto in base al cerchio antiorario.
La lunghezza è data dalla distanza di innesto.
B. Distanza di innesto
Il valore per la distanza di innesto deve essere maggiore del raggio dell'utensile. Questo valore si basa sulla linea angolare, non su X o Y.
C. Angolo Uscita
Come l'angolo e la lunghezza di ingresso, l'angolo di uscita insieme alla distanza di uscita definiscono il movimento di uscita. Questo movimento è necessario per annullare la compensazione del diametro dell'utensile. Il valore dell'angolo di uscita è compreso tra 0 e 90 gradi.
È il valore dell'angolo di uscita dell'utensile. Se l'offset o il tragitto si trova a sinistra o a destra, l'angolo viene fornito in valore assoluto rispetto al primo elemento.
Se non c'è offset (posizione centrale) e se il tragitto è in posizione Pezzo, l'angolo viene fornito in valore assoluto in base al cerchio antiorario.
La lunghezza è data dalla distanza di ritiro.
D. Distanza di Ritiro
Il valore per la distanza di ritiro deve essere maggiore del raggio dell'utensile. Questo valore si basa sulla linea angolare, non su X o Y.