|
|
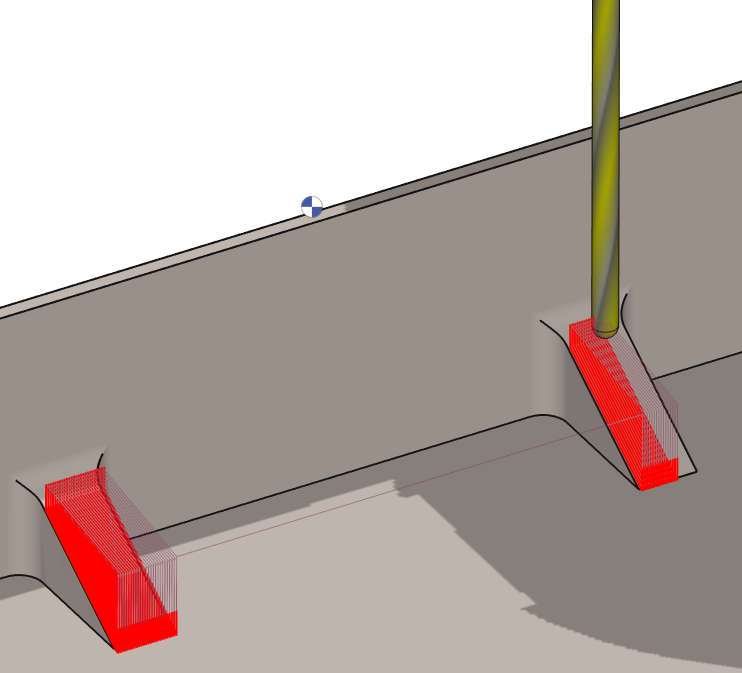
Ce cycle est utilisé pour usiner un renfort, une nervure ou une pente dont la forme est définie par sa largeur et une vue de côté. Le principe est de définir un plan spécifique, d'y dessiner la géométrie, puis d'appliquer le cycle d'usinage. |
Points clés
|
Cette opération est très spécifique car elle peut réaliser une opération d'usinage 3 axes avec seulement une géométrie 2D. Les étapes à suivre sont les suivantes :
|
|
|

|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de trajectoire |
||
|
|
||
|
Profilage |
||
|
Epaisseur |
Epaisseur incr |
|
|
Surépaisseurs |
|
|
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
||
|
Approche et retour en Z |
||
|
Engagement et dégagement en XY |
||
|
Angle rayon d'attaque |
Angle rayon de sortie |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens rotation |
|
|
Niveau |
Vitesse rotation |
|
|
Unité avance |
||
|
Numéro de gamme |
||
|
|
||
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
|
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Jeu de fraisage |
|
|
Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et les composants |
||
|
Zone de sécurité |
||
|
Calcul des courbes |
Découpe courbe |
|