|
|
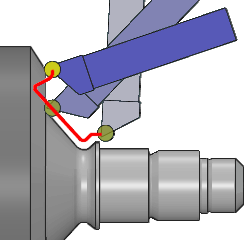
Cycle de finition avec utilisation continue de l'axe B de la machine. |
Points clés
|
|
|

|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Trajet |
Usinage opposé |
|
|
|
||
|
Stratégie d'usinage |
||
|
Surépaisseur XY |
||
|
Angle de dépinçage |
Surépaisseur Z |
|
|
|
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Caractéristiques d'approche et de retour |
||
|
|
||
|
Surlongueur sortie / vecteur |
||
|
Surlongueur entrée / vecteur |
||
|
Limiter les entrées/sorties |
||
|
Distance sécurité arrière |
Distance sécurité approche |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Vitesse rotation |
Numéro de gamme |
|
|
Avance en Z |
Unité avance |
|
|
Avance en X |
Sens de rotation |
|
|
Vitesse rotation maxi |
|
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
Numéro correcteur rayon |
N° correc longueur |
|
|
Information utilisateur |
Commentaire |
Moyen de contrôle |
|
Jeu d'usinage |
|
|
Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Gestion des collisions |
||
|
Zone de sécurité |
||
|
Calcul des courbes |
Tolérance courbe |
Découpe courbe en |
|
Options |
||
|
Options sur le trajet |
Casser les angles extérieurs |
Angle maxi |