|
|
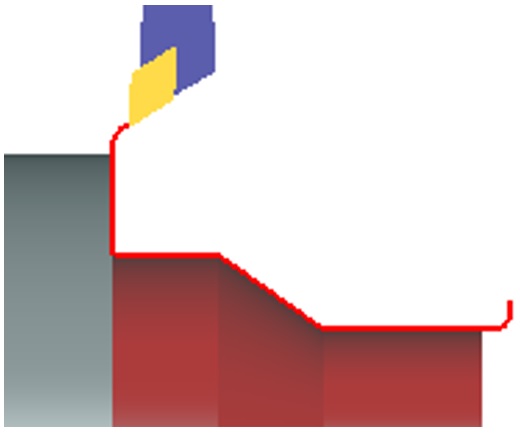
Une passe pour finir la pièce après une opération de chariotage, dressage ou alésage. |
Points clés
|
Ce cycle génère un seul trajet, quel que soit le Matière restante que vous devez usiner.
De nombreuses stratégies d'engagement/dégagement sont proposées. Ici, le brut est géré pour optimiser les mouvements d'approche et de retrait.
Ne fonctionne pas si des surépaisseurs locales sont définies sur le profil.
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Trajet |
||
|
Coeff R max |
||
|
Stratégie d'usinage |
||
|
Surépaisseur XY |
||
|
Surépaisseur Z |
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Caractéristiques d'approche et de retour |
||
|
|
||
|
Surlongueur sortie / vecteur |
||
|
Surlongueur entrée / vecteur |
||
|
Limiter les entrées/sorties |
||
|
Distance sécurité arrière |
Distance de sécurité avant |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Vitesse rotation |
Numéro de gamme |
|
|
Avance en Z |
Avance |
|
|
Avance en X |
Sens de rotation |
|
|
Vitesse de rotation maxi |
Tableau des avances par couleurs 
|
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
Numéro correcteur rayon |
N° correc longueur |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Réglage usinage
|
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Gestion des collisions |
||
|
Zone de sécurité |
||
|
Calcul des courbes |
Tolérance courbe |
Découpe courbe |
|
Options |
||
|
Facteur prise correction |
Coeff réduction d'avance |
|
|
Options sur le trajet |
Casser les angles extérieurs |
Angle maxi |