
|
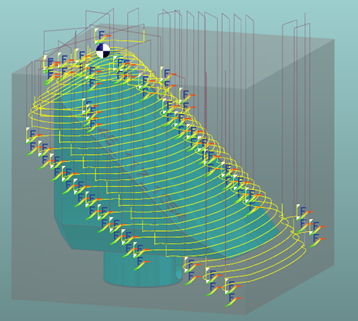
Der Guss-Überarbeitungszyklus ermöglicht es Ihnen, das Teil zu überarbeiten, jedoch nach dem gleichen Prinzip wie das Guss-Schruppen. Die Überarbeitung basiert auf einem Gussblock mit einem zum Teil parallelen Profil. |
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Bearbeitungsrichtung |
|
|
Optimierung |
|
|
|
Bearbeitungsbegrenzung |
Begrenzungsbereich |
|
|
|
||
|
Hinterschnitt und Überarbeitung |
Hinterschnittbearbeitung |
Inselüberarbeitung |
|
Rauheitsüberarbeitung |
Rauheitswert |
|
|
Gussrohteil |
Dicke |
|
|
Vorschubberechnung |
Vorschub (Werkzeugverhältnis) |
Vorschubwert (Ae) |
|
XY Rauheit |
Einhaltung der Rauheit |
|
|
Z-Schritt |
Z-Schritt (Ap) |
|
|
Zulagen |
XY Rohteilzulage |
Z Rohteilzulage |
|
Normale Rohteilzulage |
|
|
|
Höhenliste |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Schnellebene Höhe |
Sicherheitsabstand |
|
Anfahrt und Rückzug in Z |
Anfahrhöhe |
Rückzugshöhe |
|
Rückkehrhöhe |
|
|
|
Z-Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Anfahrradius |
Min. Bearbeitungsfläche |
|
|
Eintauchwinkel |
|
|
|
Schnelllaufverwaltung |
Bewegungen: Schnelllauf, G1 Fmax, G0/G1 Fmax |
Fmax Sicherheitsabstand |
|
Schnelllauf/Fmax % |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
Sicherheitsabstand WkzSchaft |
|
Werkzeughalterverwaltung |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschwindigkeit |
|
Vorschub/Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl |
||
|
Vorschub |
Getriebestufe |
|
|
Werkzeugnummerierung |
Werkzeugnummer |
Spezifische Nummer |
|
Längenkorrekturregister |
Durchmesserkorrekturregister |
|
|
Benutzerfelder |
Kommentar |
Steuergerät |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannmitteln und Komponenten |
Kollisionsprüfung |
Offset XY |
|
Sicherheitsbereich |
Offset Z |
|
|
Werkzeugwegoptimierung |
Überarbeitungsbereichstoleranz |
Max. Überlappung behandeln |
|
Vorschubreduktionskoeffizient |
Max. Überlappungskoeffizient |
|
|
Typ des HSM-Radius |
Radius des HSM-Loops |
|
|
Radien an der Kontur |
|
|
|
Kurvenberechnung |
Splinetoleranz |
Auflösen in |
|
Werkzeugwegberechnung |
Zerlegung der Bögen des Werkzeugwegs |
Toleranz zur Zerlegung der Bögen |
|
Kühlung |
||