
|
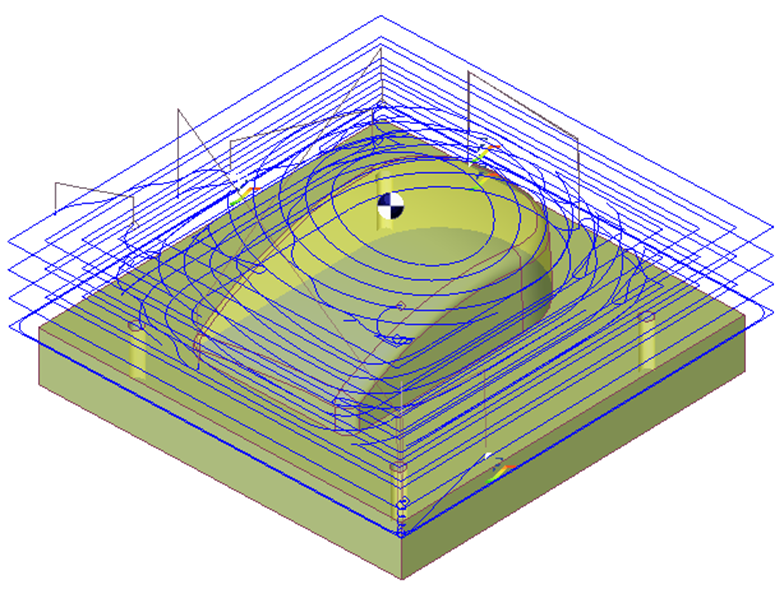
Dieser Zyklus ermöglicht es uns, eine Schruppbearbeitung des Rohteils durchzuführen, d. h. des Polyeders (Materialblock), der auf Werten in Xmini, Xmaxi, Ymini, Ymaxi, Zmini, Zmaxi um das Teil herum definiert ist.
|
Schlüsselpunkte
Beachten Sie, dass im Falle eines negativen Zuschlags der Wert nicht größer sein kann als der Eckenradius des verwendeten Werkzeugs (Für Radius = 3, Zuschlag - 4 unmöglich). |
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Bearbeitungsrichtung |
|
|
Optimierung |
|
|
|
Bearbeitungsbegrenzung |
Begrenzungsbereich |
|
|
|
||
|
Vorschubberechnung |
Vorschub (Werkzeugverhältnis) |
Vorschubwert (Ae) |
|
XY Rauheit |
Einhaltung der Rauheit |
|
|
Z-Schritt |
Z-Schritt (Ap) |
|
|
Zulagen |
XY Rohteilzuschlag |
Z Rohteilzuschlag |
|
Normaler Rohteilzuschlag |
|
|
|
Höhenliste |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Schnellebene Höhe |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Anfahrhöhe |
Rückzugshöhe |
|
Rückkehrhöhe |
|
|
|
Z Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Anfahrradius |
Min. Bearbeitungsfläche |
|
|
Eintauchwinkel |
|
|
|
Schnelllaufverwaltung |
Bewegungen: Schnelllauf, G1 Fmax, G0/G1 Fmax |
Fmax Sicherheitsabstand |
|
Schnelllauf/Fmax % |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
SD/Werkzeugschaft |
|
Werkzeughalterverwaltung |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schneidbedingungen |
Qualität |
Schnittgeschwindigkeit |
|
Vorschub/Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl |
||
|
Vorschub |
Getriebestufe |
|
|
Werkzeugnummerierung |
Werkzeugnummer |
Spezifische Nummer |
|
Längenkorrektur Nummer |
Durchmesserkompensation Nr. |
|
|
Benutzerfelder |
Kommentar |
Steuergerät |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannmitteln und Komponenten |
Offset XY |
|
|
Sicherheitsbereich |
Offset Z |
|
|
Werkzeugwegoptimierung |
Restzonentoleranz |
Max. Überlappung behandeln |
|
Vorschubreduktionskoeffizient |
Max. Überlappungskoeffizient |
|
|
Typ des HSM-Radius |
Radius des HSM-Loops |
|
|
Kurvenberechnung |
Kurvensegmentierung |
|
|
Werkzeugweg Berechnung |
Zerlegung der Bögen des Werkzeugwegs |
Toleranz der Bögenzerlegung |
|
Kühlung |
||