|
|
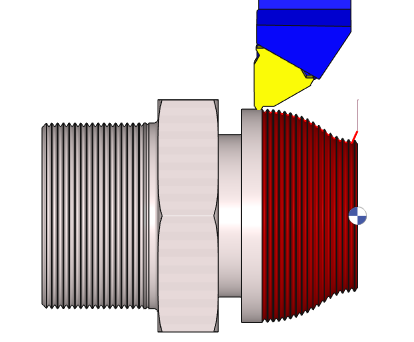
此循環在非直線元素或元素連續上產生刀具路徑。它可以是任何形狀,而螺紋操作會產生圓柱形或圓錐形螺紋。 |
重點
|
|
策略參數
|
對話框區域 |
參數 |
|
|
刀具路徑 |
回轉 |
|
|
螺距和通過次數 |
One page gives the explanation for those parameters: 點擊這裡 計算通過次數、加工高度、螺距 第一刀深度、螺紋數、最後一刀深度 在額外刀路之前停止、步進的數目、額外切削次數 |
|
|
加工策略 |
XY向素材預留量 |
|
|
|
||
移動參數
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
品質 |
主軸轉速 |
|
固定切削線速 |
在Z向的進給 |
|
|
速度範圍 |
主軸方向 |
|
|
進給 |
最大主軸轉速 |
|
|
刀具編號 |
刀具編號 |
特定編號 |
|
長度補償號 |
刀徑補正號碼 |
|
|
使用者資訊 |
注釋 |
控制器設備 |
|
加工設定 |
|
|

選項參數
|
對話框區域 |
參數 |
|
|
碰撞管理 |
||
|
安全(清除)區域 |
||
|
曲線計算 |
曲線公差 |
|