循環: 銑螺紋 (車削)
ISO 公制螺紋輪廓
|
螺紋的 ISO 輪廓(公制)參考自標準 NF ISO 68。輪廓是通過用穿過軸的平面切割螺釘或螺母而獲得的。 請參閱右側的圖像以供參考。 藍色輪廓表示螺母。 黃色輪廓表示螺釘。
|
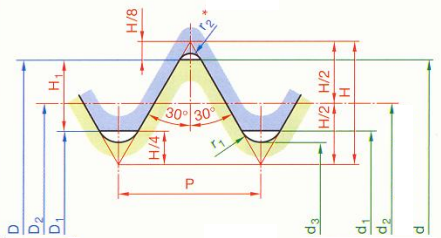
D、D1、D2 是螺母的直徑 d、d1、d2、d3 是螺釘的直徑。 |
||
|
d=D= 標稱直徑 |
d2=D2= d - 0.6495P |
P = 螺距 |
H1 = 0.5412P |
|
d1=D1= d - 1.0825P |
d3= d- 1.2268P |
H = 0.866P |
r1 = 0.1443P |
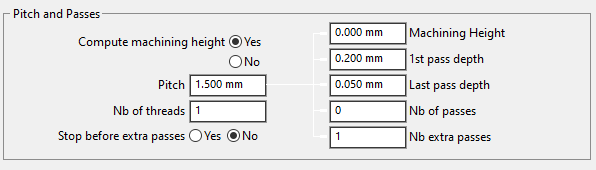
螺距和步進參數
螺距和步進的選項允許您為螺紋操作配置不同的參數。
|
計算加工高度 |
是或否 |
|
螺距 |
螺紋間距或兩次連續切入之間的偏移。 |
|
在額外刀路之前停止 |
在調用額外刀路之前建立一個停止。 |
|
加工高度 |
加工高度 |
|
第一刀深度 |
對應於切削的增量深度 |
|
最後切削深度 |
加工的最後切削深度(遞減刀路)。 |
|
步進的數目 |
允許檢查步進的數目。 |
|
額外切削次數 |
在加工結束時的額外修光次數。 |
各種螺紋參數的計算在 GO2cam 中根據標準自動完成。
當更改 螺距/節距 參數時, 加工深度 和 步進的數目 變化取決於用於操作的刀片類型和 ISO 標準。
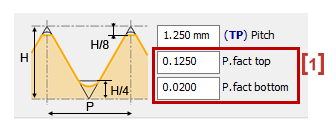
In the tool window above, we defined the pitch and the factors [1] (Top and bottom) to determine the total thickness between the outer pass and the inner pass.
加工步進 必須考慮到 H/8 和 H/4 位置。正是這種計算證明了差異。
|
|