|
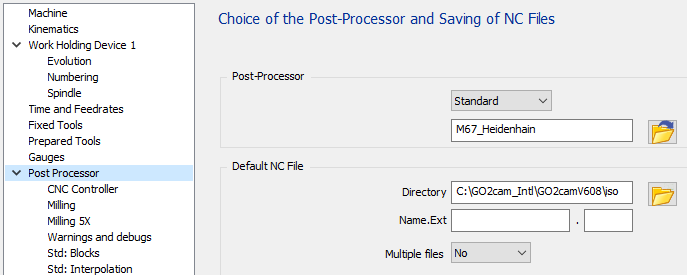
標準有三個組態頁面來管理所有可用的選項: 第一頁「CNC控制器」是關於CNC選項。 第二頁「銑削」允許調整銑削、刀具、冷卻液和原點的輸出。 第三頁「銑削」是關於5軸參數。 |
|
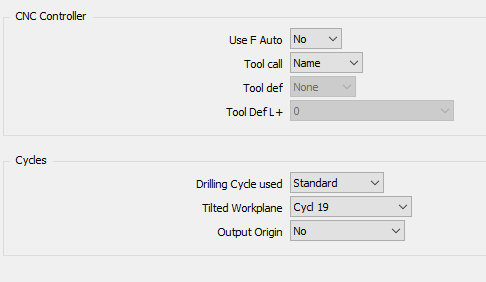
CNC控制器頁面
CNC控制器區段
|
使用F Auto
|
選項 |
結果 |
|
否 |
… TOOL CALL 1 Z S1200 … L X0 Y0 FMAX L Z20 F200 … |
|
是 |
… TOOL CALL 1 Z S1200 F200 … L X0 Y0 FMAX L Z20 FAUTO … |
刀具呼叫
|
選項 |
結果 |
|
編號 |
… TOOL CALL 1 Z S1200 … |
|
名稱 |
… TOOL CALL "MILL_D10" Z S1200 … |
刀具定義
|
選項 |
結果 |
|
無 |
BEGIN PGM 1 MM … TOOL CALL 1 Z S1500 … TOOL CALL 2 Z S2000 … END PGM 1 |
|
開始 |
BEGIN PGM 1 MM TOOL DEF 1 L+80 R+6 TOOL DEF 2 L+80 R+10 … TOOL CALL 1 Z S1500 … TOOL CALL 2 Z S2000 … END PGM 1 |
|
刀具 |
BEGIN PGM 1 MM … TOOL DEF 1 L+80 R+6 TOOL CALL 1 Z S1500 … TOOL DEF 2 L+80 R+10 TOOL CALL 2 Z S2000 … END PGM 1 |
循環區段
使用的鑽孔循環
|
選項 |
結果 |
|
標準 |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX Z+2. CYCL DEF 1.0 PECKING CYCL DEF 1.1 SET UP +2 CYCL DEF 1.2 DEPTH -10.412 CYCL DEF 1.3 PECKG +10.412 CYCL DEF 1.4 DWELL +0 CYCL DEF 1.5 F606 CYCL CALL … |
|
通用 |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX CYCL DEF 200 DRILLING~ Q200=2 ;SET-UP CLEARANCE~ Q201=-10.412 ;DEPTH~ Q206=606.4 ;FEED RATE FOR PLNGNG~ Q202=10.412 ;PLUNGING DEPTH~ Q210=0 ;DWELL TIME AT TOP~ Q203=0 ;SURFACE COORDINATE~ Q204=2 ;2ND SET-UP CLEARANCE~ Q211=0 ;DWELL TIME AT DEPTH~ Q395=0 ;DEPTH REFERENCE CYCL CALL … |
傾斜工作平面
|
選項 |
結果 |
|
Cycl Def 19 |
… CYCL DEF 19.0 WORKING PLANE CYCL DEF 19.1 A-90. B+0. C+90. L A+Q120 C+Q122 R0 FMAX … |
|
空間平面 |
… PLANE SPATIAL SPA-90 SPB+0 SPC+90 TURN MB MAX FMAX SEQ- TABLE ROT … |
輸出原點工作平面
|
選項 |
結果 |
|
否 |
… TOOL CALL 1 Z S1500 … |
|
Cycl Def 7 |
… TOOL CALL 1 Z S1500 CYCL DEF 7.0 DATUM SHIFT CYCL DEF 7.1 #1 … |
|
Cycl Def 247 |
… TOOL CALL 1 Z S1500 CYCL DEF 247 DATUM SETTING~ Q339=1 ;DATUM NUMBER … |
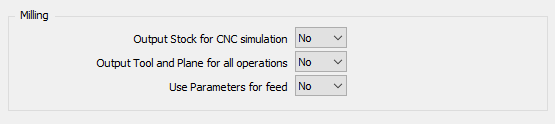
銑削頁面
銑削區段
|
CNC模擬的輸出毛坯
|
選項 |
結果 |
|
否 |
BEGIN PGM 1 MM … |
|
是 |
BEGIN PGM 1 MM BLK FORM 0.1 Z X-42.5 Y-35 Z-39 BLK FORM 0.2 X+42.5 Y+39 Z+1 … |
所有操作的輸出刀具和平面
|
選項 |
結果 |
|
否 |
… ;OP 1 使用刀具 1 和平面 1 TOOL CALL 1 Z S1500 PLANE SPATIAL SPA-90 SPB+0 SPC+90 TURN MB MAX FMAX SEQ- TABLE ROT … ;OP 2 使用刀具 1 和平面 1 … |
|
是 |
… ;OP 1 使用刀具 1 和平面 1 TOOL CALL 1 Z S1500 PLANE SPATIAL SPA-90 SPB+0 SPC+90 TURN MB MAX FMAX SEQ- TABLE ROT … ;OP 2 使用刀具 1 和平面 1 TOOL CALL 1 Z S1500 PLANE SPATIAL SPA-90 SPB+0 SPC+90 TURN MB MAX FMAX SEQ- TABLE ROT … |
使用進給參數
|
選項 |
結果 |
|
否 |
T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
是 |
FN 0: Q1 = 200 FN 0: Q2 = 150 T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. FQ2 G1 X.. Y.. FQ1 … |
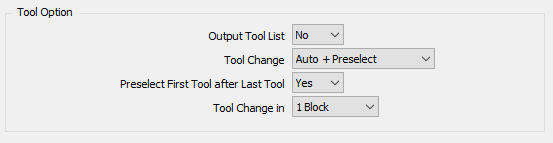
刀具選項區段
|
輸出刀具列表
|
選項 |
結果 |
|
否 |
BEGIN PGM 1 MM … |
|
是 |
BEGIN PGM 1 MM ;開始刀具列表 ;T1 立銑刀 D10 ;T2 鑽頭 D8 ;… ;結束刀具列表 … |
換刀
|
選項 |
結果 |
|
手動 |
… ;立銑刀 D10 M0 … |
|
自動 |
… ;立銑刀 D10 TOOL CALL 1 Z S1500 … |
|
自動 + 預選 |
… ;立銑刀 D10 TOOL CALL 1 Z S1500 TOOL DEF 2 … |
最後刀具後的預選第一刀具
|
選項 |
結果 |
|
否 |
;第一個操作 TOOL CALL 1 Z S1500 TOOL DEF 2 … … ;最後一個操作 TOOL CALL 5 Z S1250 … M30 |
|
是 |
;第一個操作 TOOL CALL 1 Z S1500 TOOL DEF 2 … … ;最後一個操作 TOOL CALL 5 Z S1250 TOOL DEF 1 … M30 |
換刀於
此選項對輸出沒有影響。
|
選項 |
結果 |
|
1 區塊 |
… TOOL CALL 1 Z S1500 … |
|
2 區塊 |
… TOOL CALL 1 Z S1500 … |
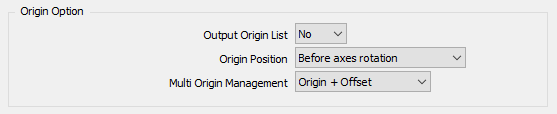
原點選項區段
|
輸出原點列表
|
選項 |
結果 |
|
否 |
BEGIN PGM 1 MM … |
|
是 |
BEGIN PGM 1 MM ;開始原點列表 ;1 ;2 ;結束原點列表 … |
原點位置
|
選項 |
結果 |
|
軸旋轉後
|
… TOOL CALL 1 Z S1500 A90 C90 CYCL DEF 247 DATUM SETTING~ Q339=1 ;DATUM NUMBER … |
|
軸旋轉前 |
… TOOL CALL 1 Z S1500 CYCL DEF 247 DATUM SETTING~ Q339=1 ;DATUM NUMBER A90 C90 … |
多原點管理
|
選項 |
結果 |
|
僅原點 |
… CYCL DEF 247 DATUM SETTING~ Q339=1 ;DATUM NUMBER … |
|
原點 + 偏移 |
… CYCL DEF 247 DATUM SETTING~ Q339=1 ;DATUM NUMBER CYCL DEF 7.0 DATUM SHIFT CYCL DEF 7.1 X-50. CYCL DEF 7.2 Y-25. CYCL DEF 7.3 Z-50. … |
未用MTE:
如果選項針對零件上定義的每個原點設定為「僅原點」,我們將輸出不同的G程式碼,G54,然後G55,G56……這表示您受CNC管理的原點數量限制。如果您有更多原點,則必須使用第二個選項「原點+偏移量」
如果選項設定為「原點+偏移量」,它只會使用Cycl def 7輸出基準點和偏移量。
使用MTE:
可以使用以下語法「$1_」在原點名稱中定義原點。這表示基準點1將用於NC程式。如果沒有定義解碼名稱,它將輸出預設基準點1。
如果您使用「原點+偏移量」,則必須為所有操作僅使用一個原點,因為所有偏移量都是從參考平面原點或單個原點計算的。
您可以在底線後新增任何文字來識別您的偏移量「$1_Up」、「$1_Right」……
使用5軸機床:
原點偏移量與傾斜平面函數同時輸出。
冷卻液選項區段

|
冷卻液啟動位置
使用「與主軸」和「與下刀移動」將獲得相同的結果。
M13將用於同時輸出冷卻液和主軸。
|
選項 |
結果 |
|
與主軸 |
… TOOL CALL 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
與平面移動 |
… TOOL CALL 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
與下刀移動 |
… TOOL CALL 1 Z S1500 L X.. Y.. M03 FMAX L Z.. M08 FMAX … |
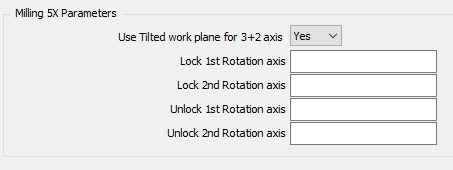
銑削5X頁面
銑削5X參數
|
對3+2軸使用傾斜工作平面
|
選項 |
結果 |
|
否 |
… TOOL CALL 1 Z S1500 C180 A-90 … |
|
是 |
… TOOL CALL 1 Z S1500 平面空間SPA-90 SPB+0 SPC+180 轉動MB MAX FMAX SEQ- 表格ROT … |
旋轉軸
|
選項 |
結果 |
選項 |
結果 |
|
鎖定1 第一 旋轉軸 |
鎖定2 第二 旋轉軸 |
||
|
空 |
… C180 … |
空 |
… B-90 … |
|
「M10」 |
… C180 M10 … |
「M12」 |
… B-90 M12 … |
|
解鎖1 第一 旋轉軸 |
解鎖2 第二 旋轉軸 |
||
|
空 |
… C180 … |
空 |
… B-90 … |
|
「M11」 |
… M11 C180 … |
「M13」 |
… M13 B-90 … |
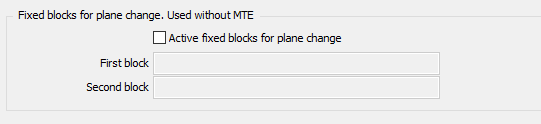
平面變換的固定區塊(不使用MTE)
|
平面變換的活動固定區塊
此選項僅在機床配置中未定義運動學時使用。
|
選項 |
結果 |
|
核取 |
如果平面發生變化,則將輸出定義的固定區塊 |
|
取消核取 |
如果平面發生變化,則將輸出標準區塊。 G0 G91 G28 Z0 |
第一和第二區塊
為避免標準輸出,請檢查選項以啟用固定區塊並保持第一和第二區塊欄位為空。
|
選項 |
結果 |
|
空 |
… … |
|
「G0 Z100」 |
… L Z100 FMAX … |
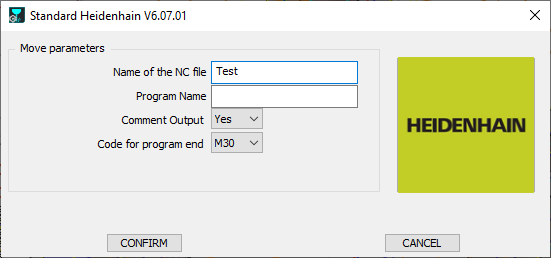
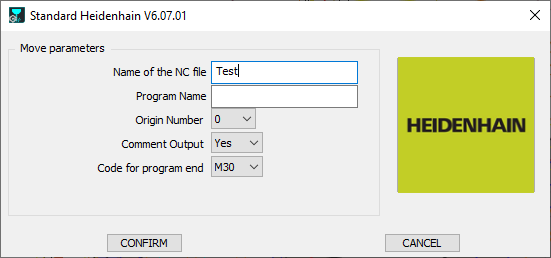
啟動頁面
|
已定義機床運動學 |
未定義機床運動學 |
|
|
NC檔案名稱
在此定義產生的NC檔案的名稱。必須在MCF配置中定義副檔名。
程式編號
如果沒有定義任何內容,程式名稱將設定為1。
|
選項 |
結果 |
|
「空」 |
BEGIN PGM 1 MM … … END PGM 1 MM |
|
「PROG」 |
BEGIN PGM PROG MM … … END PGM PROG MM |
註釋輸出
|
選項 |
結果 |
|
否 |
… TOOL CALL 1 Z S1500 … |
|
是 |
… ;FACING ;END MILL D12 T1 M6 … |
原點編號
此參數僅在機床檔案中未定義運動學時使用。此參數定義NC程式中使用的第一個原點。
如果處理多個原點的參數設定為「僅原點」,則平面變換時原點編號會遞增。
|
選項 |
結果直到8055 |
|
0 |
13 刀具呼叫 1 Z S1273 14 CYCL DEF 247 基準點設定~ Q339= 0 ;基準點編號… |
|
1 |
13 刀具呼叫 1 Z S1273 14 CYCL DEF 247 基準點設定~ Q339= 1 ;基準點編號 |
程式結束程式碼
|
選項 |
結果 |
|
M30 |
… … M30 END PGM 1 MM |
|
M02 |
… … M02 END PGM 1 MM |
特定資訊
如何輸出Cycl Def 202?
|
此循環用於使用單邊搪刀進行鉸孔。有關此循環的更多資訊,請參閱海德漢手冊。 |
CYCL DEF 202 搪孔~ Q200=2 ;設定間隙~ Q201=-50 ;深度~ Q206=79.6 ;下刀進給率~ Q211=0 ;深度停留時間~ Q208=500 ;回退進給率~ Q203=0 ;表面座標~ Q204=2 ;第二設定間隙~ Q214=2 ;退出方向~ Q336=90 ;主軸角度 |
|
要定義的操作: 鉸孔 |
|
|
要選擇的刀具: 單邊搪刀 |
|
|
參數 |
設定 |
|
Q214=2 ;退出方向 |
根據索引角度計算。 0 表示 0 度 1 表示 90 度 2 表示 180 度 3 表示 270 度 |
|
Q336=90 ;主軸角度 |
如果索引角度不同於 0、90、180 或 270,則強制為 0 |
如何輸出Cycl Def 208?
|
此循環用於使用螺旋插補加工孔。有關此循環的更多資訊,請參閱海德漢手冊。 |
CYCL DEF 208 銑削搪孔~ Q200=2 ;設定間隙~ Q201=-50 ;深度~ Q206=1018.4 ;下刀進給率~ Q334=5 ;下刀深度~ Q203=0 ;表面座標~ Q204=2 ;第二設定間隙~ Q335=20 ;額定直徑~ Q342=0 ;粗加工直徑~ Q351=1 ;順铣或逆铣 |
|
要使用,必須在罐裝中將gpp配置設定為「插補」。 使用的鑽孔循環選項必須設定為「通用」。 |
|
|
要定義的操作: 插補 ” |
|
|
操作必須使用以下參數定義。如果一個不同,刀具路徑將被分解。 |
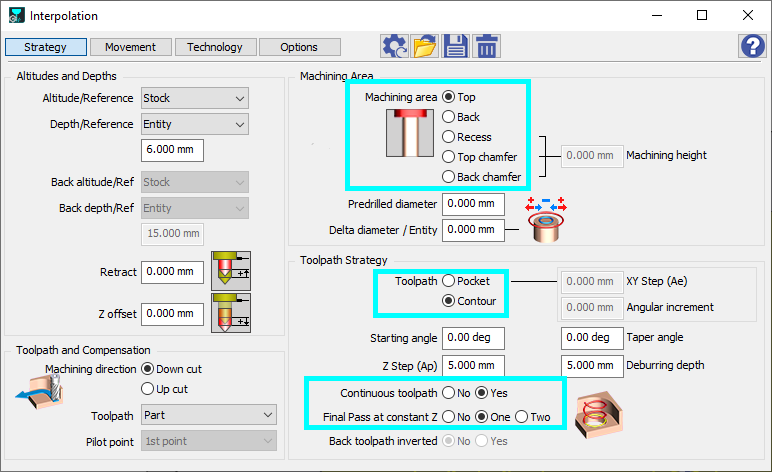
|