循環 :millyuGO 挖槽,面銑挖槽,挖槽,挖槽再加工,挖槽+輪廓,精修再加工,輪廓精修,面對滑鼠,millyuGO,PAM,粗銑/再加工,面粗銑,挖槽 - 3D工法
這些選項定義了在多個挖槽和多個子挖槽的情況下循環的行為。
根據循環的不同,有兩個/三個選項可用,每個選項都有其自身的用途和興趣。
對於某些循環,參數被命名為最佳化,只有 2 個參數;按區域和按 Z 等級。
|
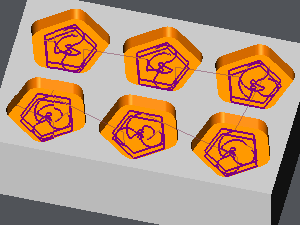
按挖槽 
|
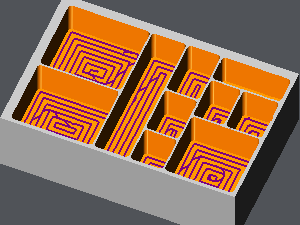
按區域 
|
按 Z 等級 
|
|
選定的挖槽被加工 一個接一個 ; 如果一個挖槽被一個島嶼分割,則兩側被視為兩個挖槽並分別加工。 因此,此選項在以下情況下非常好 多重選擇 ,如果待加工的挖槽沒有被分成許多子挖槽。 它最大限度地減少了挖槽之間的快速路徑的數量。 下面的例子完全適用於此選項。 |
帶有島嶼的挖槽被完全加工到島嶼的高度,然後它被視為兩個挖槽。 另一個挖槽被加工成兩個挖槽,並且它最大限度地減少了一個挖槽內的快速路徑的數量。 由於按區域組織,編程的刀具路徑得到了更好的優化。 此選項也很有用 再加工循環 ,其中每個殘留材料區域都被逐個加工。
|
此選項非常不同,因為刀具路徑是編程的 逐層 。 快速移動更多,但最大的優點是保持整個零件的剛性。 這在薄壁的情況下非常重要,例如下例所示。 |
|
|