循環 :輪廓加工、輪廓再加工、鍵槽加工、倒斜角、錐度切割、輪廓切削、倒斜角
定義
此框允許您以快速速度調節刀具逼近。
|
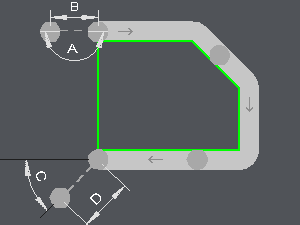
A. 導入角度
|
|
A. 導入角度
導入角度與導入長度一起定義了刀具以進給速率導入的移動。此移動對於刀具進行其直徑補償(G41 或 G42)是必要的。導入角度的值介於 0 到 90 度之間。
它是刀具的導入角度值。如果偏移或刀具路徑在左側或右側,則角度以相對於第一個元素的絕對值給出。
如果沒有偏移(中心位置)並且刀具路徑在零件位置,則角度根據逆時針圓以絕對值給出。
長度由導入長度給出。
B. 導入長度
導入長度的值必須大於刀具的半徑。此值基於角度線,而不是 X 或 Y。
C. 導出角度
與導入角度和長度一樣,導出角度與導出長度一起定義了導出移動。此移動對於取消刀具的直徑補償是必要的。導出角度的值介於 0 到 90 度之間。
它是刀具的導出角度值。如果偏移或刀具路徑在左側或右側,則角度以相對於第一個元素的絕對值給出。
如果沒有偏移(中心位置)並且刀具路徑在零件位置,則角度根據逆時針圓以絕對值給出。
長度由導出長度給出。
D. 導出長度
導出長度的值必須大於刀具的半徑。此值基於角度線,而不是 X 或 Y。