|
|
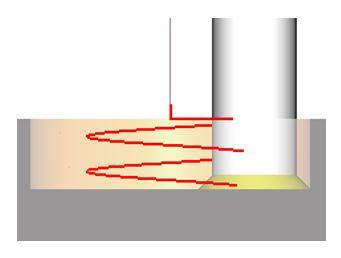
通過插補加工孔(正面、背面、凹槽)。 |
關鍵點
|
|
|
|
策略參數
|
對話框區域 |
參數 |
|
|
高度和深度 |
||
|
退回 |
Z 偏移 |
|
|
刀具路徑和補償 |
||
|
導引點 |
|
|
|
加工區域 |
加工區域 |
加工高度 |
|
預鑽孔直徑 |
增量直徑/實體 |
|
|
刀具路徑策略 |
刀具路徑 |
|
|
起始角度 |
角度的增量 |
|
|
錐角 |
||
|
連續刀路 |
去除毛邊深度 |
|
|
最終底面加工 |
背端路徑反向 |
|
移動參數
|
對話框區域 |
參數 |
|
|
安全距離 (在 Z 方向) |
||
|
在 Z 方向的進刀和退刀 |
||
|
|
||
|
進給 |
參考直徑中的進給 |
|
|
XY 方向的進刀和退刀 |
半徑 |
圓弧退刀半徑 |
|
圓弧進刀半徑 |
退刀圓弧角度 |
|
|
進刀圓弧角度 |
終點超出長度 |
|
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
品質 |
固定切削線速 |
|
每刃進給 |
主軸方向 |
|
|
等高 |
主軸轉速 |
|
|
進給 |
||
|
轉速範圍碼 |
||
|
|
||
|
刀具編號 |
刀具編號 |
特定編號 |
|
長度補償號 |
第二長度補償.編號 |
|
|
刀徑補正編號 |
|
|
|
使用者欄位 |
注釋 |
控制器設備 |
|
銑削設定 |
|
|
