|
|
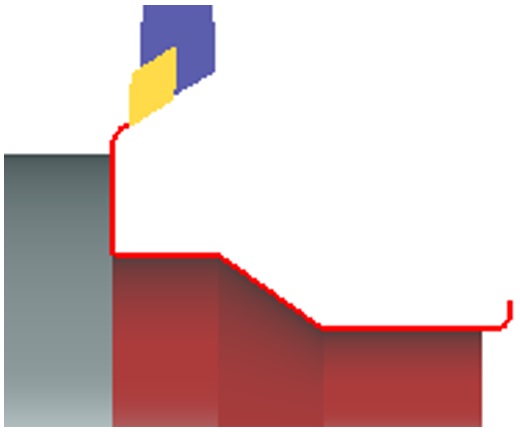
在直線切割、面銑或搪孔操作後,一次完成零件精加工。 |
重點
|
此循環僅生成一個刀具路徑,無論您要加工的是什麼 剩餘材料 。
提供了許多切入/切出策略。 在這裡,管理素材以優化逼近和退回動作。
如果在輪廓上定義了一些局部素材餘量,則不起作用。
|
|
策略參數
移動參數
|
對話框區域 |
參數 |
|
|
逼近和退回特性 |
||
|
|
||
|
切出超出長度/向量 |
||
|
切入超出長度/向量 |
||
|
限制切入/切出 |
||
|
退回安全距離 |
逼近安全距離 |
|
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
品質 |
切削速度 |
|
主軸轉速 |
轉速範圍 |
|
|
Z向進給 |
進給 |
|
|
X向進給 |
主軸方向 |
|
|
最大主軸轉速 |

|
|
|
刀具編號 |
刀具編號 |
特定編號 |
|
刀徑補正號碼 |
長度補償.編號 |
|
|
使用者欄位 |
注釋 |
控制設備 |
|
加工設定
|
|
|

選項參數
|
對話框區域 |
參數 |
|
|
碰撞管理 |
||
|
安全(清除)區域 |
||
|
曲線計算 |
曲線公差 |
曲線炸開成 |
|
選項 |
||
|
刀徑補償達成比率 |
進給減速比 |
|
|
刀具路徑選項 |
自動倒/圓角 |
最大角度 |