|
|
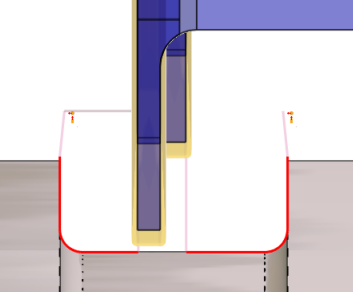
此精修循環應該用於其他溝槽循環之後。但它也有特定的用途:
|
重點
|
|
策略參數
移動參數
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
品質 |
固定切削線速 |
|
主軸轉速 |
轉速範圍碼 |
|
|
在Z向的進給 |
進給 |
|
|
在X向的進給 |
主軸方向 |
|
|
最大主軸轉速 |
||
|
|
||
|
刀具編號 |
刀具編號 |
特定編號 |
|
刀徑補正號碼 |
長度補償. no 1 |
|
|
長度補償. no 2 |
|
|
|
使用者欄位 |
注釋 |
控制器設備 |
|
加工設定 |
|
|

選項參數
|
對話框區域 |
參數 |
|
|
碰撞管理 |
||
|
安全(清除)區域 |
||
|
曲線計算 |
曲線公差 |
曲線炸開成 |
|
|
||
|
選項 |
|
|