此選項用於多個加工循環,具有不同的用途和行為。
請使用 樹 螢幕右側的
Cycle: 精修凹槽 / 精修直徑/端面
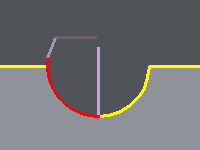
精修凹槽的定義
在側/側精加工的情況下,此選項允許定義兩個精加工行程之間的間距 .
規則
-
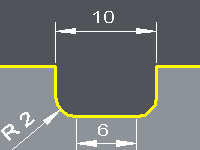
只有當凹槽具有 平底 .
-
如果沒有足夠的空間來遵守該值,則 間距 將以 較小的值 .
執行 請查看以下示例: .
|
1. 我們定義 3mm 的間距 凹槽具有 6mm 寬度的平底 . |
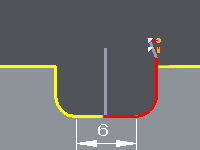
精加工的第一側 |
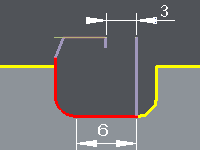
精加工的第二面:遵守 3 mm 的 間距 . |
|
|
|
|
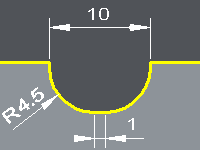
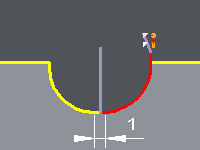
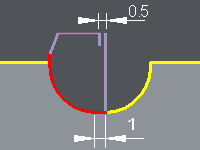
2. 我們定義 3mm 的間距 1 mm 寬度 . |
精加工的第一側 |
精加工的第二面:無法遵守 3 mm 的 間距 間距,但 間距仍然完成 (0.5 mm) |
|
|
|
|
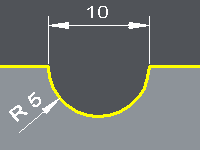
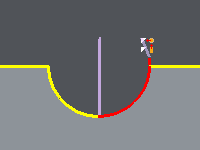
3. 溝槽底部沒有平面 |
精加工的第一側 |
精加工的第二面:無法遵守 3 mm 的 完全無法進行 間距。 |
|
|
|
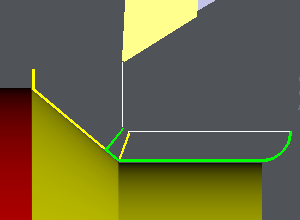
定義精修 Ø / 端面
間距是在兩個連續加工元素之間的超出長度。
此選項與「退刀」參數密切相關,根據所選加工模式,可以縮短主要刀程。
以下是使用此配置的一些範例: 先端面後直徑(在精車優先順序中) .
黃色刀具路徑先完成,然後刀具退回,最後完成綠色刀具路徑。
|
間距 = 1 mm 退刀 = 0 mm 「綠色」路徑以定義的間距值與黃色路徑重疊。 |
|
|
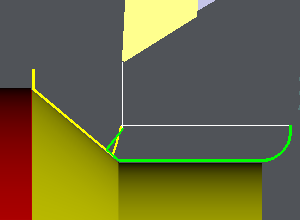
間距 = 1 mm 退刀 = 0.5 mm 黃色路徑短 0.5 mm 以在角落留下一些材料。 綠色路徑通過與黃色刀具路徑重疊來完成形狀。 |
|
|
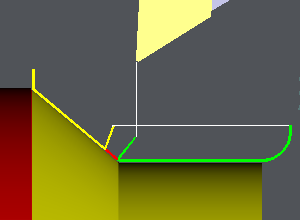
間距 = 0 mm 退刀 = 1 mm 在本例中,形狀未正確完成! |
|