循環 :深層鑽孔,U型夾
|
|
定義
下面解釋了所有專用於深層鑽孔模式的幾個參數。
原理
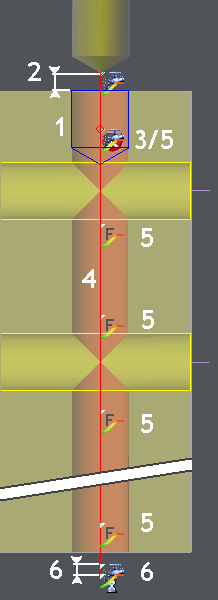
深層鑽孔遵循非常精確的過程:
|
1. 預鑽: 在深層鑽孔之前,必須在孔中編程預鑽操作。 該鑽孔的深度可以約為 1.5 x 直徑 。 對於直徑 10 毫米,需要 15 毫米的深度。 |
|
|
2. 刀具逼近: 降低主軸轉速,然後在進入孔內之前,在安全距離處停止主軸。 |
|
|
3. 刀具嚙合: 刀具嚙合在預鑽孔中,設置 停止 用於控制操作。 |
|
|
4. 加工: 主軸在整個加工過程中以正常速度運行。 |
|
|
5. 進給減速: 進給率降低 在每次與另一個孔相交時 。 也可以在加工開始時降低進給率,以確保鑽頭的良好引導。 如果孔是通孔,也可以在穿透之前降低進給率。 如果需要識別交叉點,則必須先加工其他孔。 |
|
|
6. 退回: 在孔的底部定義了 退回和停留 。 之後,刀具以降低的主軸轉速退回。 |
參數說明
冷卻延後
如果設置為是,則在預鑽孔的底部進行冷卻。
降低主軸轉速
填寫您要為 鑽頭的逼近和退回編程的主軸轉速值 。 該值以轉/分鐘為單位表示。
進給減速係數
此值是與技術中定義的進給率相關的係數。
在降低進給的起始距離
如果 降低主軸轉速 需要在孔的開始處,請在此字段上定義距離。 在此距離之後,主軸轉速更改為正常值。 它在技術頁面中定義。
|
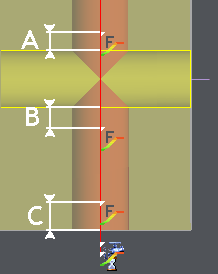
交叉前距離 (A): 此距離表示在與另一個孔相交之前,進給率修改為降低值的那一刻。 |
|
|
交叉後距離 (B): 此距離是進給率值修改為標準值的那一刻。 |
|
|
穿透前距離 (C): 對於穿透材料孔,可以在穿透材料之前降低進給率。 |
|
|
|
|
|
|
|
|