循環 :深孔鑽, U型夾
定義
U型夾模式的行為如下所示。
|
加工的目的是為了 加速 兩個或多個同軸孔之間的運動。
在 U型夾 模式下,大多數參數都無法訪問。 唯一要定義的重要參數是進給率的值 在加工孔之間。 此參數位於技術頁面中。 |
|
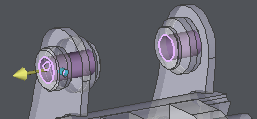
要使用 U型夾 模式,加工的孔 必須統一 在 一個且僅有的鑽孔 實體。
有兩種工作方式:
-
如果 HMF 額外模組不可用,請使用標準孔功能。
-
如果 HMF 可用,恢復形狀並將孔合併在一起。
|
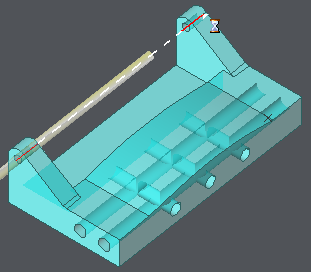
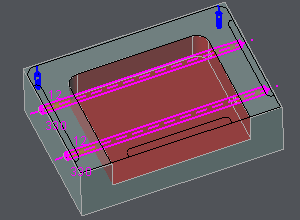
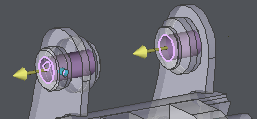
1. 以下過程也可以在 2D 幾何圖形或實體上使用。 需要做的是創建一個具有 總長度 的多個孔要加工。 對於右側的範例,有兩個同軸孔,每個孔長 50 毫米,但總長度為 330 毫米。 然後,創建一個長 330 毫米的孔。 由於素材管理,如果挖槽是在孔之前加工的,則應用 U型夾模式。 進給率在挖槽內更高。 |
|
|
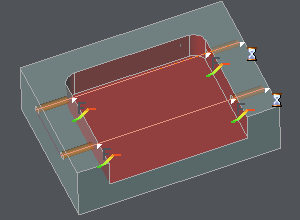
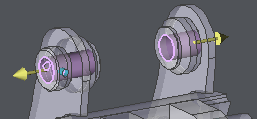
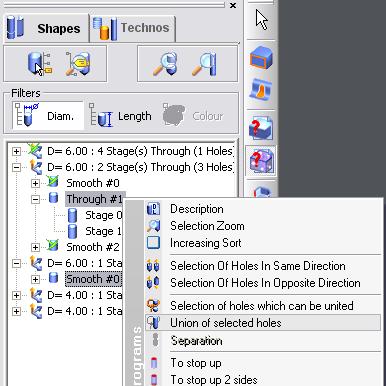
2. 如果孔加工特徵 (HMF) 模組可用,則可以使用 孔辨認 功能。 此命令可以在設計/實體/實體操作和介面、實體/幾何計算中找到。 在統一孔之前,檢查 Z 的方向是否相同。 如果不是,請選擇要反轉的孔,然後按一下對話框底部的 反轉 命令。 之後,在樹中選擇要統一的孔,使用 Ctrl 鍵進行多重選擇。 然後右鍵單擊,選擇 所選孔的並集。 |
|