|
循環: millyuGO 挖槽, 挖槽, 挖槽 + 輪廓, 面銑挖槽, 挖槽再加工, millyuGO, PAM |
Z 步進 (Ap)
這是兩次加工之間的 Z 增量。它對應於總深度的切割。如果增量深度大於刀具的最大切削深度,則會顯示警告訊息。
如果值為 設為 0 ,刀具路徑只有一道,在 形狀底部 (在 底部高度 ).
)執行。在此情況下,「Z 步驟計算」區域中的其他選項無用。
|
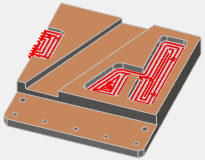
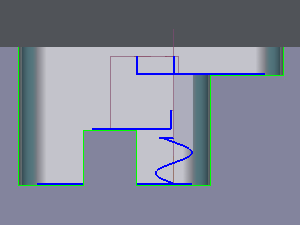
例如,如果您需要使用挖槽循環來完成挖槽底部,則會設定 Z 步驟設為 0 :
|
|
|
Z0 面粗銑 |
Z-15 面粗銑 |
Z-8 面粗銑 |
|
|
|
間距
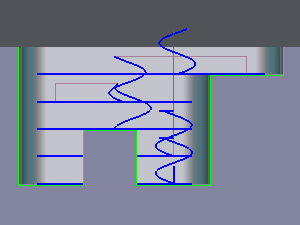
根據子挖槽和挖槽的孤島調整間距。您可以選擇將間距調整到挖槽的幾個高度,或者選擇遵守增量,然後重新加工孤島和挖槽底部。第三個選項允許在粗加工挖槽後編程一個返工間距。
有三個選項可用,根據所選選項,返工參數可用或不可用。

|
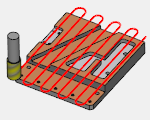
該 間距 是 調整的 : 調整間距增量以實現孤島頂部和挖槽及子挖槽底部的加工。 |
|

|

|
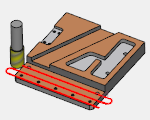
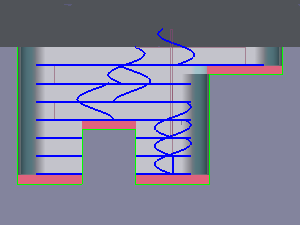
The 間距 是 固定 角度增量已考慮在內,可以編程一個島嶼和底部再加工過程。 |

|
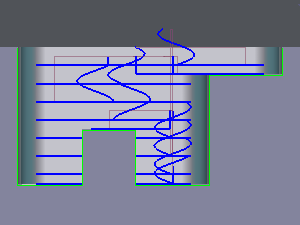
有 殘餘物料 挖槽已粗加工,僅加工島嶼頂部和挖槽底部。 |
|
a. The 間距 是 調整的GO2cam 優化增量值以加工島嶼頂部和挖槽底部。因此,間距不是恆定的,並且挖槽已完全加工。 GO2cam永遠不會編程超過策略中輸入增量的間距。 |
|
b. The 間距 是 固定
無論挖槽形狀如何,都會遵守間距增量。如果島嶼頂部和挖槽底部不對應於間距值,則不會進行加工。請參閱以下示例,紅色區域未進行加工。
如果您選擇此選項,策略中將出現兩個參數,島嶼返工和底部返工。選擇 是 啟動外部斜度(攻牙) 編程測量 a 再加工間距 特別適用於子挖槽底部和島嶼頂部。
|
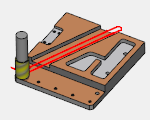
特殊情況 如果側邊呈錐度,您可以編程一個 留痕(錐面)再加工間距 這將在挖槽粗車之後完成,並附上一個 向上 移動 |
|
無返工 |
With Island and Bottom Reworking |
|
|
c. 殘餘物料如果您想編程特定間距來再加工區域,請選擇此選項。 優點是可以更改此再加工過程的刀具或任何參數。 輸入 厚度 待加工材料 選擇您要再加工島嶼的頂部、挖槽的底部還是兩者。 如果您沒有選擇任何選項,則循環沒有要加工的材料,並將其置於等待狀態。 |
|
特定適用於 millyuGO
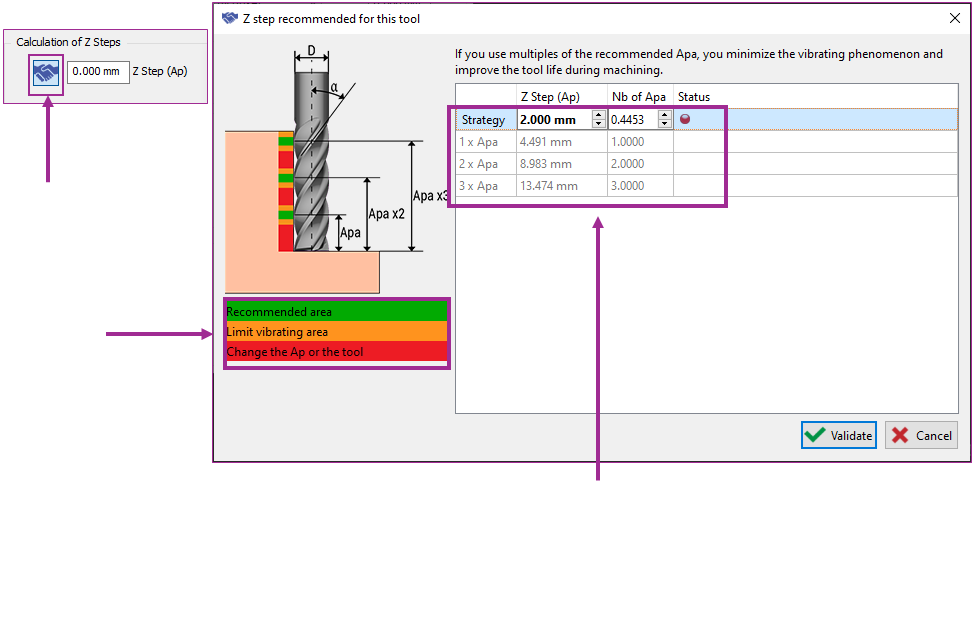
Calculation of Z steps(Ap)
The Apa 根據:
您也可以直插刀 點擊Apa 由表格給定:該值應用於策略。 |
|
|
|