|
|
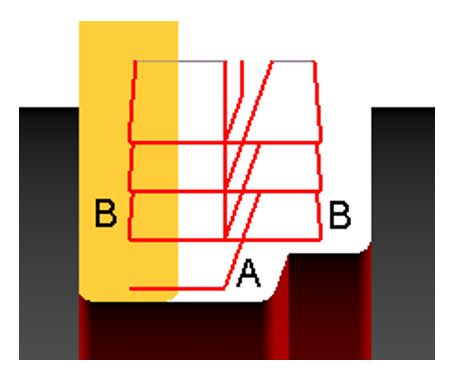
刀具路径与X步进和插入在凹槽的中间。 |
关键点
插入和退刀角度确保刀具的保护。您可以定义 2 个角度,而不是垂直插入和退刀。
|
|
策略参数
|
对话区域 |
参数 |
|
|
刀具路俓 |
||
|
W型式 沟槽 |
2 侧边加工 |
|
|
|
||
|
加工对策 |
步进距离 |
|
|
XY向留料 |
步深 |
|
|
Z向留料 |
||
|
|
||
运动参数
技术参数
|
对话区域 |
参数 |
|
|
切削条件 |
品质 |
固定切削线速 |
|
主轴转速 |
转速范围码 |
|
|
在Z向的进给 |
进给 |
|
|
在X向的进给 |
主轴 方向 |
|
|
最大主轴转速 |
||
|
|
||
|
刀具数量 |
刀具编号 |
编号 |
|
刀俓补正号码 |
长度补偿. no 1 |
|
|
第二长度补偿.编号 |
|
|
|
用户字段 |
注释 |
控制器设备 |
|
加工设定 |
|
|
