循环: 直槽,Z平面,Z字形,W型,O环型式,中心定位,钻孔,钻铰,攻丝,丝锥攻牙,切断,点钻,倒角,滚花
定义
根据几个参数,能够在刀具路径中编程停留:
-
渐进深度
-
停留单位
-
停留
-
底部停留
设置
-
首先选择 单位 停留的:它可以用 秒表示 或在 旋转
-
中。然后您可以定义 渐进深度 ,这是两次停留之间的距离。
-
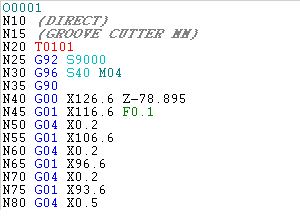
停留 是以秒或旋转为单位的值,代码通常是带字母的G04(例如,Fanuc的X或U,Num的F)。
-
最终停留 允许在最后定义不同的值,以便在最后一次加工时获得更好的表面光洁度。
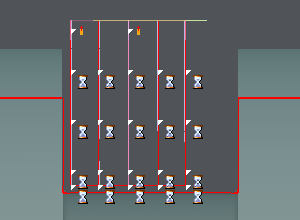
定义的停留时间将与屏幕上的 沙漏 下图所示的符号。
|
在此示例中:
|
|
|
|
Special case for Direct, Z Level and Wtype Grooving operations.
策略中定义的停留不适用于这三个操作的所有刀具路径。某种程度上,我们可以认为粗加工路径被分解为两条路径:
-
“粗加工”路径:刀具进行垂直插铣,并且可以应用停留。
-
“预精加工”路径:在每次粗加工插铣后,刀具在轮廓上实现一条路径。此路径由参数“ 轮廓加工 ’.