通用计算过程
|
||
|
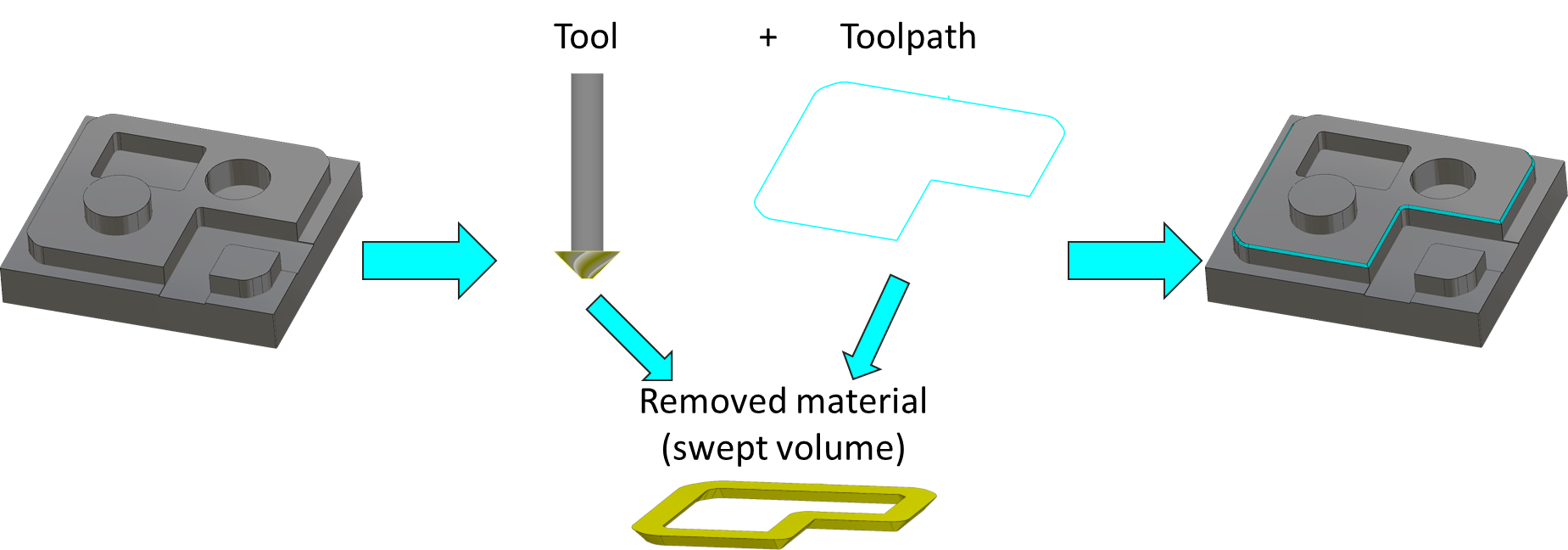
初始毛坯 软件考虑循环应用前毛坯的状态。 |
循环 应用循环时,会同时考虑刀具几何形状和生成的刀具路径。沿刀具路径生成刀具的扫描体积,这是需要从毛坯中去除的材料。 |
最终毛坯 执行布尔运算以从初始毛坯中去除扫描体积并生成结果毛坯。 |
|
此过程针对每个刀具路径重复进行,对于复杂的拓扑曲面,可能会很快需要更多的处理能力。 1 个刀具移动生成 1 行 NC 代码,产生 1 个用于 1 个布尔运算的扫描体积对象。 这就是为什么对于实体 Brep 模型 (Parasolid),形状铣削操作默认情况下会关闭可视化毛坯计算的原因,否则计算所有刀具路径的计算时间很长,在某些情况下可能会无法计算。 可以使用快速毛坯计算以更快的速度计算毛坯,该操作在网格模型上执行,但这会以计算毛坯的精度为代价。 |
||
下面列出了 Brep 和网格模型的优缺点:
|
|
实体 (Brep) 建模 |
网格建模 |
|
优点 |
|
|
|
缺点 |
|
|
在加工过程的任何时刻,即使刀具路径已创建, 毛坯形状可以修改 在加工树中,所有已计算的刀具路径都 会自动更新 .
计算选项
在铣削、车削、走心机加工和线切割中,用户可以在 3 个不同的级别控制毛坯计算的状态(实体或网格)。下表总结了引擎在 3 个级别上的通用行为:
-
原始毛坯定义。
-
毛坯管理方法
-
单个循环计算模式
|
原始毛坯 |
实体 (立方体、圆柱体、导入的 Brep 文件) |
网格 (导入的 STL 文件/设计的) |
||
|
毛坯管理方法 |
实体毛坯 |
快速毛坯 |
实体毛坯 |
快速毛坯 |
|
循环 1 通用模式 |
实体 |
网格 |
N/A |
网格 |
|
循环 2 通用模式 |
实体 |
网格 |
N/A |
网格 |
|
循环 3 强制使用快速模式 |
网格 |
网格 |
N/A |
网格 |
|
循环 4 通用模式 |
网格 |
网格 |
N/A |
网格 |
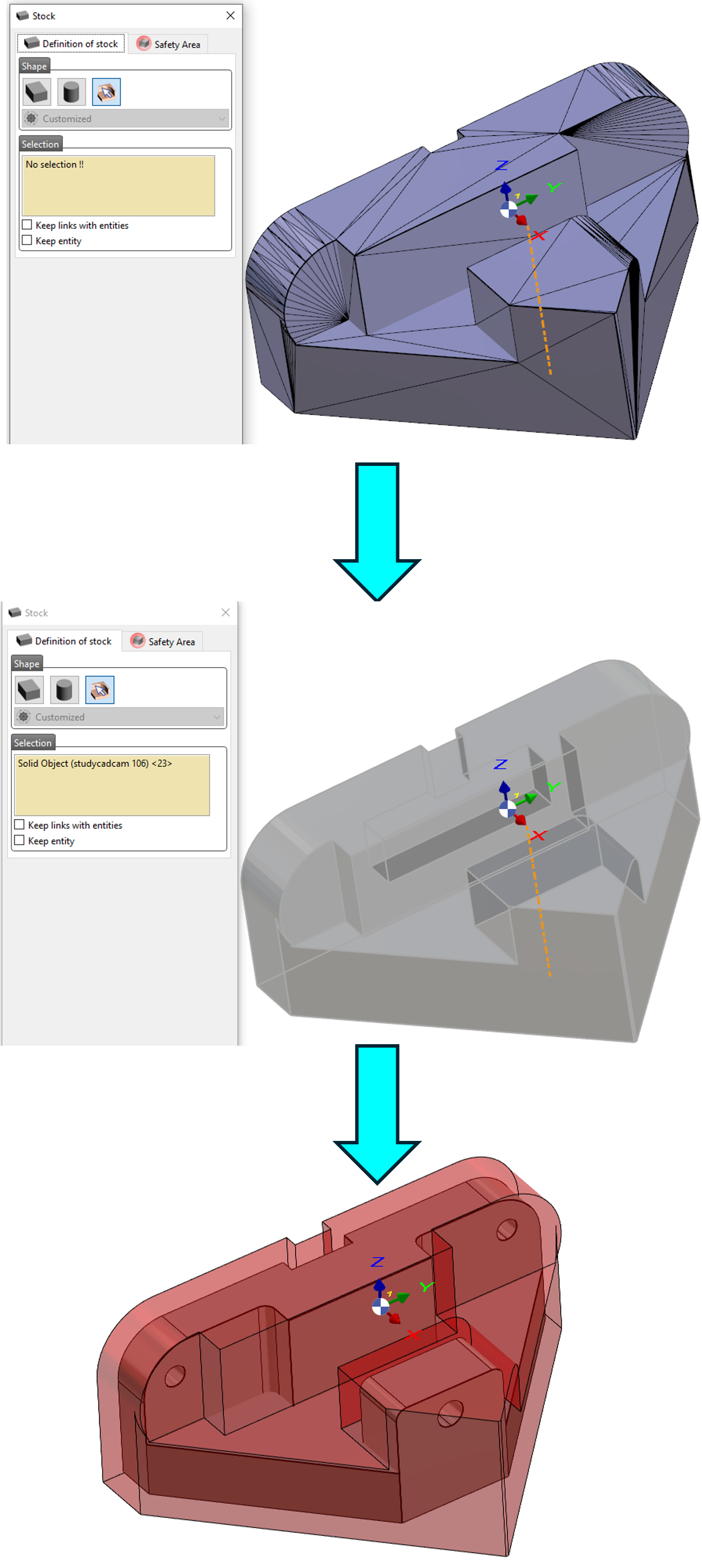
毛坯转换下面讨论了从基于实体到基于网格(快速)毛坯的转换: |
|
目的:
先决条件:
步骤:
预期行为:
更高的细分精度提高了精度,但增加了计算时间。 |
|
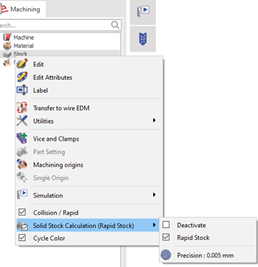
目的:
先决条件:
步骤:
所有加工循环计算立即切换到快速毛坯,而不管它们的特定计算模式设置如何。 此方法的一个主要优点是能够在需要时恢复到实体毛坯。 |
在铣削、车削、走心机加工和线切割加工中, 一般毛坯计算通常设置为开启(实体毛坯) 默认情况下。对于三轴铣削和联动铣削,该选项默认为停用。 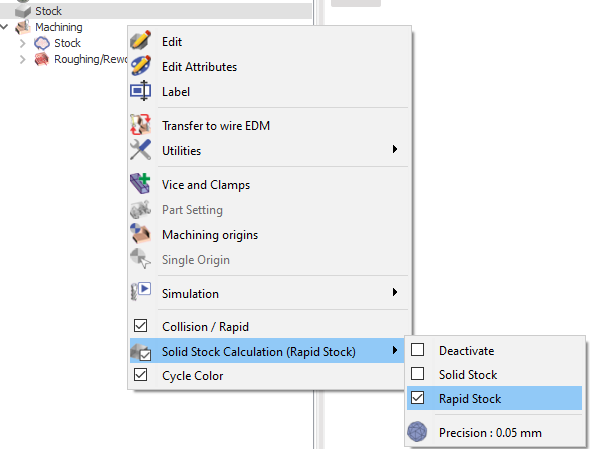
|
目的: 复杂的零件通常混合使用2/2.5轴加工循环和形状铣削循环。在这种情况下,最好将简单的循环计算为实体毛坯,因为快速毛坯节省的时间可以忽略不计。因此,用户可以逐个操作定义毛坯计算模式。 先决条件:
步骤:
|


|
|
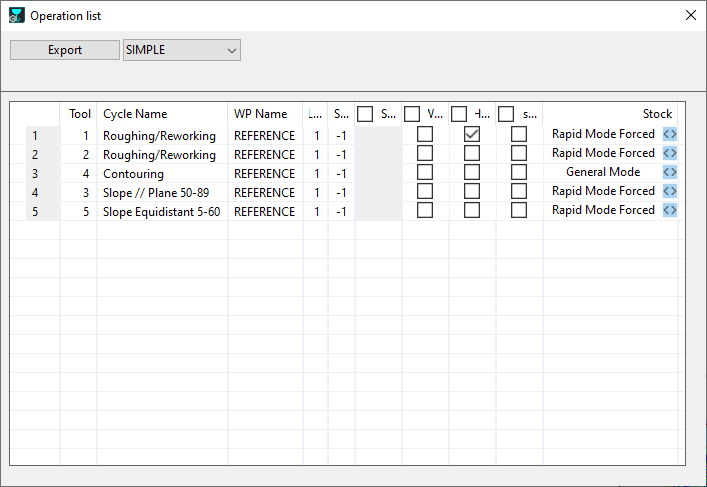
用户还可以通过访问操作列表(右键单击加工树中的加工)快速更改每个循环的毛坯计算模式。他们可以在毛坯列中快速切换每个循环的计算状态。 |
|
|
观看右侧演示3种毛坯转换模式的视频。 |
|

Millturn中的行为
|
与铣削操作相比,车削零件的复杂性要低得多。 在GO2cam中,车削有两种毛坯管理;2D毛坯和3D毛坯。 对于Millturn零件的铣削操作,仅使用3D毛坯管理引擎。 |
2D毛坯 
|
3D毛坯 
|
对于车削操作,去除的材料以2D计算,然后从2D毛坯中减去。 由于计算简单,因此使用2D材料去除形式通过旋转创建3D体积,然后从3D毛坯中减去。 车削操作在实际毛坯上计算,这意味着所有操作都考虑了先前操作中去除的材料,并基于此生成优化的刀具路径。更多详细信息如下所示。 |
2D去除材料 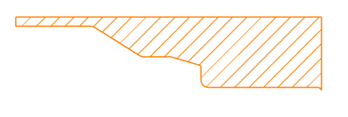
2D毛坯 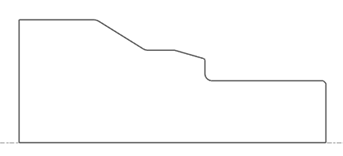
|
3D去除材料 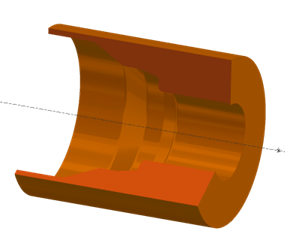
3D毛坯 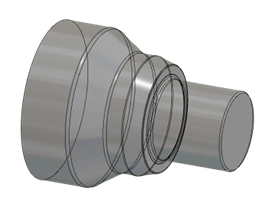
|
|
对于车削循环,快速毛坯计算不是必需的,因为引擎已经以很快的速度管理实际毛坯材料去除。因此,车削操作的每个循环的毛坯管理选项不可用。 对于应用于轴向平面的铣削循环,每个循环的毛坯管理选项仍然可用,并且计算专门在3D毛坯上进行。 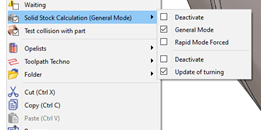
|
铣削循环 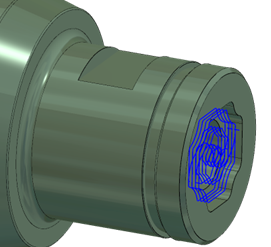
|
3D去除材料 
3D毛坯 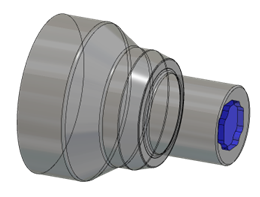
|
剩余材料
|
在铣削和线切割加工中,毛坯是加工刀具路径的计算结果。剩余材料在任何步骤中都不会被考虑。例如,您可以两次编程相同的挖槽操作:刀具路径将完全相同。第二个挖槽不知道已经进行了第一个类似的操作。 |
||
|
三轴铣削是一个特例:除了粗加工/再加工和millyuGO之外,没有一个操作管理剩余材料。毛坯管理是针对三轴铣削的,请阅读专用页面: 三轴铣削的毛坯计算 |
||
|
在车削和走心机加工中,每个操作(极少数情况除外) 管理实际毛坯 . 在这里,相同的粗加工操作不能计算两次!这意味着刀具路径的“形状”始终取决于之前的操作。 当 轴向铣削循环 应用于车削毛坯形状时,可以将其考虑在下一个车削操作的毛坯计算中。 为此,在每个铣削操作的实体毛坯计算选项中设置“ 车削更新 ”。 |
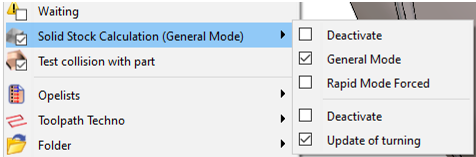
此选项的第一部分控制屏幕上毛坯的计算是否被认为是快速/实体的,如毛坯转换章节中所述。 |
|
|
如果选择“车削更新”,则第二部分控制车削循环对铣削循环的调整。 |
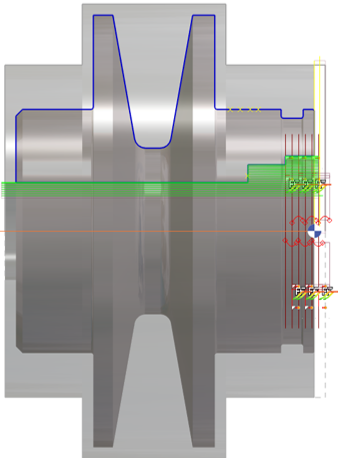
停用
|
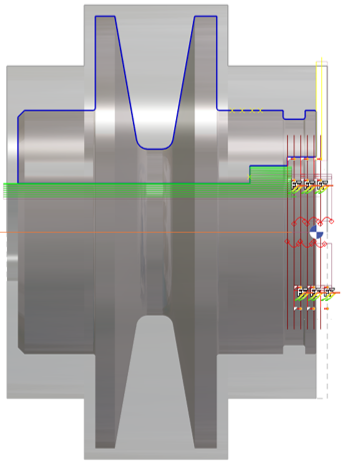
车削更新
|
|
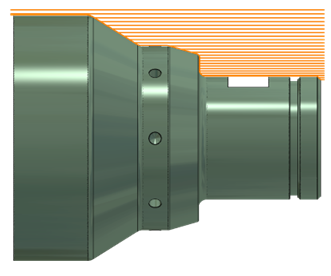
在屏幕截图中,红色区域是由在参考工作平面中编程的铣削挖槽操作加工的。您可以看到,由于r 剩余毛坯计算。 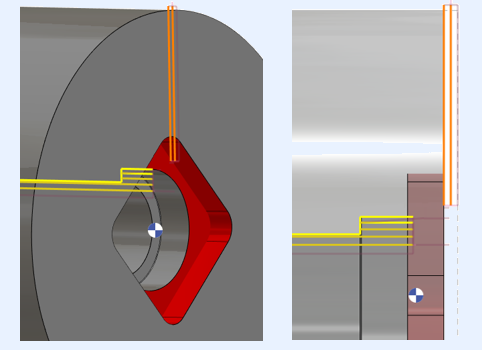
|
|
|