General Information
|
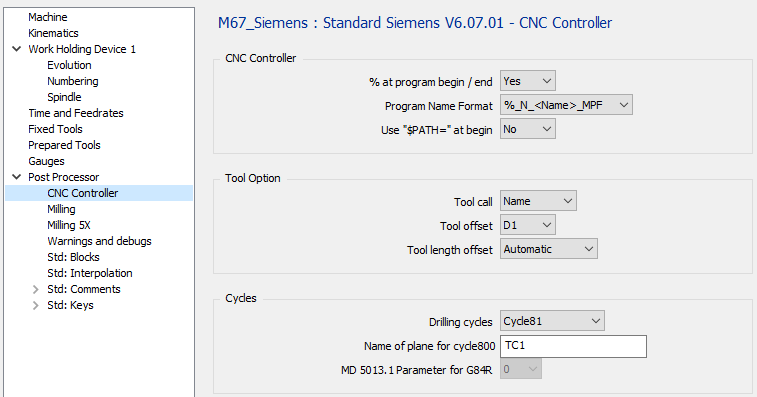
标准有三个配置页面来管理所有可用的选项。第一个页面“CNC控制器”是关于CNC选项的。第二个页面“铣削”允许调整铣削、刀具、冷却液和原点的输出。第三个页面“铣削”是关于5轴参数的。 |
|
1 CNC Controller page
|
1.1 CNC Controller - % at program begin / end
|
选项 |
结果 |
|
否 |
N5 G00 G53 Z0 … … M30 |
|
是 |
% N5 G0 G53 Z0 … … M30 % |
1.2 CNC Controller - Program Name Format
|
选项 |
结果 |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0… … … |
|
无 |
N5 G00 G53 Z0 … … |
1.3 CNC Controller – Use “$PATH=” at Begin
此选项仅在使用%_N_<name>_MPF时可用
|
选项 |
结果 |
|
否 |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
是 |
%_N_PROG_MPF ;$PATH=/_N_PART_DIR N5 G00 G53 Z0… … … |
1.4 Tool Option – Tool Call
|
选项 |
结果 |
|
编号 |
… … T01 M06 … … |
|
名称 |
… … T=”MILL_D10” M06 … … |
1.5 Tool Option – Tool Offset
|
选项 |
结果 |
|
D1 |
… … T01 D01 … … T02 D01 … … |
|
D |
… … T01 D01 … … T02 D02 … … |
1.6 Tool Option – Tool Length Offset
|
选项 |
结果 |
|
自动 |
… … T01 D01 Z20 … … |
|
G43 H.. |
… … T01 G43 H01 Z20 … … |
1.7 Cycles – Drilling Cycles
|
选项 |
结果 |
|
循环81 |
… MCALL CYCLE81(2,0,2,-10.412,) … MCALL … |
|
发那科类似 |
… G81 G94 Z-10.412 R2. F606 … G80 … |
|
G81 R… |
… R2=0 R3=10.412 R10=2 G81 … G80 … |
1.8 Cycles – Name of Plane for CYCLE800
|
选项 |
结果 |
|
“TC1” |
… CYCLE800(1,” TC1 ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
|
“TABLE” |
… CYCLE800(1,” TABLE ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
1.9 Cycles – MD 5013.1 Parameter for G84 R
这定义了G84 R是使用或不使用编码器。这与“MD 5013.1”机床参数相关联。这会更改R6和R7的值。
仅适用于非刚性攻丝。
|
选项 |
结果 |
|
0 |
… R2=0 R3=6 R4=0 R6=4 R7=3 R9=0.8 R10=2 R11=0 G84 … G80 … |
|
1 |
… R2=0 R3=6 R4=0 R6=0 R9=0.8 R10=2 R11=0 G84 … G80 … |
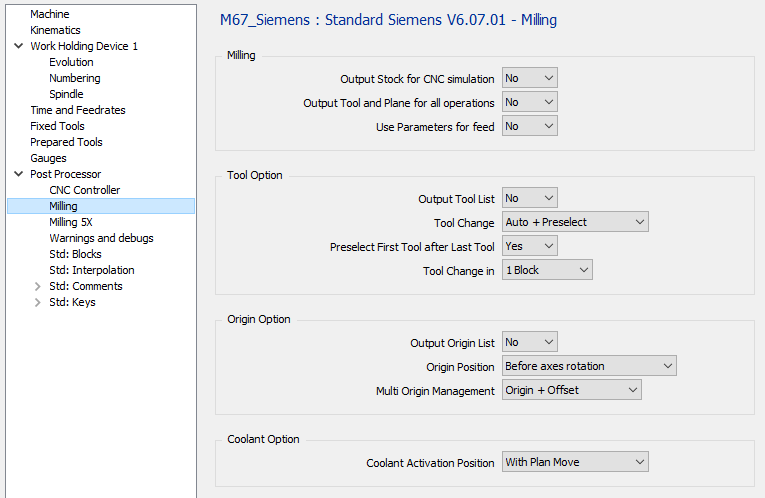
2 Milling page
|
2.1 Milling – Output Stock for CNC Simulation
|
选项 |
结果 |
|
否 |
%_N_PROG_MPF … |
|
是 |
%_N_PROG_MPF WORKPIECE(,””,,”BOX”,112,1-39,0,-42.5,-35,42.5,35) … |
2.2 Milling – Output Tool and Plane for all operations
|
选项 |
结果 |
|
否 |
;OP 1 使用刀具 1 和平面 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 使用刀具 1 和平面 1 … … |
|
是 |
;OP 1 使用刀具 1 和平面 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 使用刀具 1 和平面 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … |
2.3 Milling – Use Parameters for Feed
|
选项 |
结果 |
|
否 |
T01 D01 M06 G00 X.. Y.. Z.. Z-.. F160 G1 X.. Y.. F200 … … |
|
是 |
R21 = 200 R22 = 160 T01 D01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F=R22 G01 X.. Y.. F=R21 … … |
2.4 Tool Option – Output Tool List
|
选项 |
结果 |
|
否 |
%_N_PROG_MPF … … |
|
是 |
%_N_PROG_MPF ;开始刀具列表 ;T01 立铣刀 D10 ;T02 钻头 D08 … ;结束刀具列表 … … |
2.5 Tool Option – Tool Change
|
选项 |
结果 |
|
手动 |
… ;立铣刀 D10 M0 … |
|
自动 |
… ;立铣刀 D10 T01 D01 M06 … |
|
自动+预选 |
… ;立铣刀 D10 T01 D01 M06 T02 … |
2.6 Tool Option – Preselect First Tool after Last Tool
|
选项 |
结果 |
|
否 |
;第一道工序 T01 D01 M06 T02 … … ;最后一道工序 T05 D01 M06 … … M30 |
|
是 |
;第一道工序 T01 M06 T02 … … ;最后一道工序 T05 D01 M06 T01 … … M30 |
2.7 Tool Option – Tool Change in
|
选项 |
结果 |
|
1 块 |
… … T01 D01 M06 … … |
|
2 块 |
… … T01 D01 M06 … … |
2.8 Origin Option – Output Origin List
|
选项 |
结果 |
|
否 |
%_N_PROG_MPF … … |
|
是 |
%_N_PROG_MPF ;开始原点列表 ;G54 ;G55 ;结束原点列表 … … |
Origin position
|
选项 |
结果 |
|
轴旋转后 |
|
|
轴旋转前 |
|
2.9 Origin Option – Multi Origin Management
|
选项 |
结果 |
|
仅原点 |
% O1000 … G54 … |
|
原点+偏移 |
% O1000 … G54 TRANS X10 Y20 Z10 … |
无MTE:
如果选项设置为零件上每个原点的“仅原点”,我们将输出不同的G代码,G54,然后G55,G56……这意味着您受CNC管理的原点数量的限制。如果您有更多原点,则必须使用第二个选项“原点+偏移”
如果选项设置为“原点+偏移”,它将只输出G54并使用G52进行偏移
有MTE:
原点可以在原点的名称中使用以下语法定义“$G54_”。这意味着G54将用于NC程序。如果没有定义解码的名称,它将输出默认原点G54。
如果您使用“原点+偏移”,则必须为所有操作只使用一个原点,因为所有偏移都是从参考平面原点或单个原点计算的。
您可以在下划线后添加任何文本以识别您的偏移“$G54_Up”、“$G54_Right”……
使用5轴机床:
如果设置为输出,则原点偏移将使用倾斜平面函数G68.1输出。这意味着不输出G52。
2.10 Coolant Option – Coolant Activation Position
|
选项 |
结果 |
|
带主轴 |
… … T01 D01 M06 S800 M03 M08 G00 X.. Y.. Z… … … |
|
带平面移动 |
… … T01 D01 M06 S800 M3 G00 X.. Y.. M8 Z.. … … |
|
带插铣移动 |
… … T01 D01 M06 S800 M03 G00 X.. Y.. Z.. M08 … … |
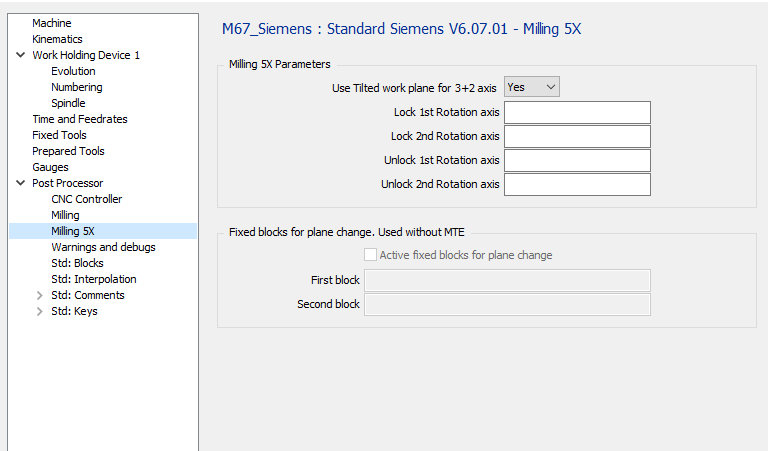
3 Milling 5X
|
3.1 Milling 5X Parameters – Use Tilted work Plane for 3+2 Axis
|
选项 |
结果 |
|
否 |
… … T01 D01 M06 C180 A-90 … … |
|
是 |
… … T01 D01 M06 CYCLE800(1,“TC1 »,0,39,0,0,0,180,-90,0,0,0,0-1) … … |
3.2 铣削5X参数 – 锁定1 第一 旋转轴
|
选项 |
结果 |
|
空 |
… … C180 … … |
|
“M10” |
… … C180 M10 … … |
3.3 铣削5X参数 – 锁定2 第二 旋转轴
|
选项 |
结果 |
|
空 |
… … B-90 … … |
|
“M12” |
… … B-90 M12 … … |
3.4 铣削5X参数 – 解锁1 第一 旋转轴
|
选项 |
结果 |
|
空 |
… … C180 … … |
|
“M11” |
… … M11 C180 … … |
3.5 铣削5X参数 – 解锁2 第二 旋转轴
|
选项 |
结果 |
|
空 |
… … B-90 … … |
|
“M13” |
… … M13 B-90 … … |
3.6 Fixed blocks for plane change - Active fixed blocks for plane change
此选项仅在机床配置中未定义运动学时才使用。
|
选项 |
结果 |
|
选中 |
如果存在平面更改,则将输出定义的固定块 |
|
未选中 |
如果存在平面更改,则不会输出任何块。 |
3.7 Fixed blocks for plane change - First and second
|
选项 |
结果 |
|
空 |
… … |
|
“G0 Z100” |
… … G00 Z100 … … |
4 Launch page
|
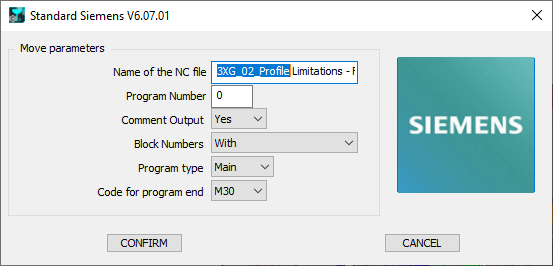
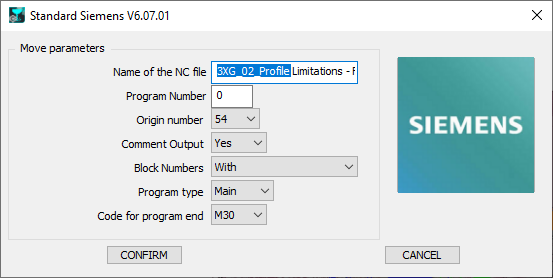
已定义机床运动学 |
未定义机床运动学 |
|
|
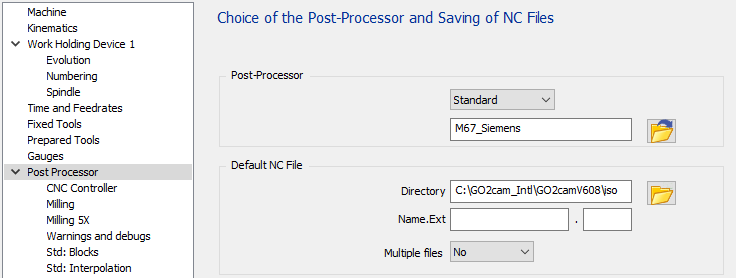
4.1 Name of the NC File
在此定义生成的NC文件的名称。扩展名必须在MCF配置中定义。
4.2 Program Number
如果定义为0,则程序编号将设置为1。
|
选项 |
结果 |
|
0 |
%MPF1 … … |
|
“10” |
%MPF10 … … |
|
“1234” |
%MPF1234 … … |
4.3 Origin Number
此参数仅在机床文件中未定义运动学时使用。该参数定义NC程序中使用的第一个原点。
如果要处理的参数 多原点 设置为“仅原点”,则平面更改时原点编号会递增。
|
选项 |
结果 |
|
54 |
%MPF1 T01 M06 G54 … |
|
55 |
%MPF1 T01 M06 G55 … |
4.4 Comment Output
|
选项 |
结果 |
|
否 |
… … T01 D01 M06 … … |
|
是 |
… … ;平面铣 ;立铣刀 D12 T01 D01 M06 … … |
4.5 Block Numbers
|
选项 |
结果 |
|
使用 |
… N5 T01 D01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … … N50 T02 D01 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … … |
|
无 |
… T01 D01 M06 G0 X.. Y.. G43 Z.. H1 … … T02 D02 M06 G00 X.. Y.. G43 Z.. H2 … … |
|
仅换刀 |
… N5 T01 D01 M06 G00 X.. Y.. G43 Z.. H1 … … N10 T02 D01 M06 G00 X.. Y.. G43 Z.. H2 … … |
4.6 Program Type :
|
选项 |
结果 |
|
主 |
%MPF1 … … M30 |
|
次 |
%SPF1 … … M17 |
4.7 Code for Program End
|
选项 |
结果 |
|
M30 |
… … M30 |
|
M02 |
… … M02 |