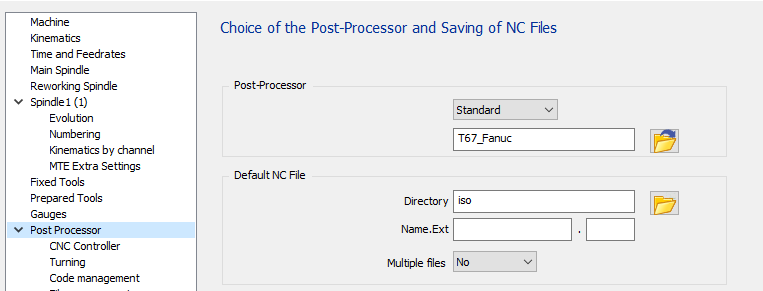
General Information
|
标准有四个配置页面来管理所有可用的选项:
|
|
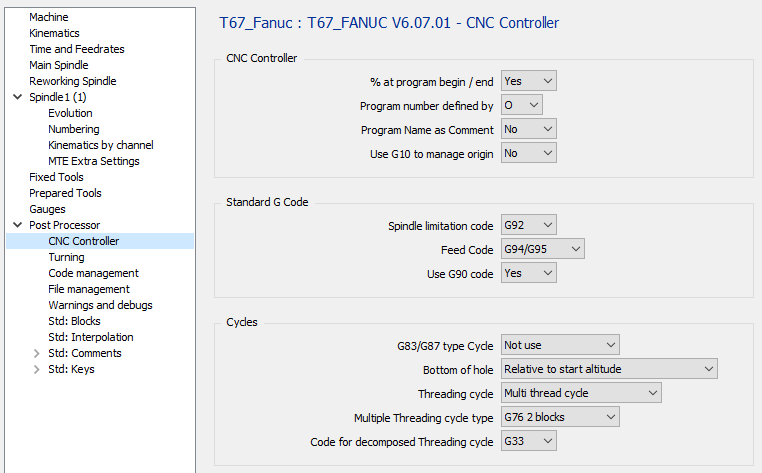
1 CNC Controller page
|
1.1 CNC Controller - % at program begin / end
|
选项 |
结果 |
|
否 |
O1000 … … M30 |
|
是 |
% O1000 … … M30 % |
1.2 CNC Controller - Program number defined by
|
选项 |
结果 |
|
O |
% O 1000 … … M30 % |
|
: |
% : 1000 … … M30 % |
1.3 CNC Controller - Program Name as comment
|
选项 |
结果 |
|
否 |
% O1000 … … M30 % |
|
是 |
% O1000 (零件名称) … … M30 % |
1.4 CNC Controller – Use G10 to manage origin
|
选项 |
结果 |
|
否 |
% O1000 … … M30 % |
|
是 |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … … M30 % |
1.5 Standard G Code – Spindle limitation code
|
选项 |
结果 |
|
G92 |
… G92 S2000 G96 S120 M03 … |
|
G50 |
… G50 S2000 G96 S120 M03 … |
1.6 Standard G Code – Feed Code
|
选项 |
结果 |
|
G98/G99 |
… G98 F200 G99 F0.1 … |
|
G94/G95 |
… G94 F200 G95 F0.1 … |
1.7 Standard G Code – Use G90 code
|
选项 |
结果 |
|
是 |
… G90 G00 Z100 … |
|
否 |
… G00 Z100 … |
1.8 Cycles – G83/G87 type cycle
您可以在此处定义是否要在轴向和径向方向上使用去毛刺或断屑钻孔循环。此选项的选择是在控制器上使用参数 5101 位 2 进行的(0 表示去毛刺,1 表示断屑)。
|
选项 |
结果 |
|
未使用 |
… (断屑循环) G00 Z5 G01 Z-2 F500 Z-1.8 Z-4 Z-3.8 Z-6 Z5 … … (去毛刺循环) G00 Z5 G01 Z-2 F500 G00 Z5 Z-1.8 G01 Z-4 G00 Z5 Z-3.8 G01 Z-6 G00 Z5 … |
|
断屑 |
… (断屑循环) G83 Z-6 Q2000 F500 G80 … … (去毛刺循环) G00 Z5 G01 Z-2 F500 G00 Z5 Z-1.8 G01 Z-4 G00 Z5 Z-3.8 G01 Z-6 G00 Z5 … |
|
去毛刺 |
… (断屑循环) G00 Z5 G01 Z-2 F500 Z-1.8 Z-4 Z-3.8 Z-6 Z5 … … (去毛刺循环) G83 Z-6 Q2000 F500 G80 … |
3.9 Cycles – Bottom of hole
定义如何为动力刀具输出孔深度。
|
选项 |
结果 |
|
相对于起始高度 |
… Z15 G83 Z-25 … |
|
绝对 |
… Z15 G83 Z-10 … |
1.10 Cycles – Threading Cycle
|
选项 |
结果 |
|
多线循环 |
请参见此处下一个多线循环选项 |
|
G92 |
… G92 X39 Z-43 G00 Z3 G92 X38 Z-43 G00 Z3 … |
|
G78 |
… G78 X39 Z-43 G00 Z3 G78 X38 Z-43 G00 Z3 … |
|
G21 |
… G21 X39 Z-43 G00 Z3 G21 X38 Z-43 G00 Z3 … |
1.11 Cycles – Multiple Threading Cycle Type
|
选项 |
结果 |
|
G76 2 块 |
… G76 P010060 Q500 R100 G76 X35.356 Z-43 P2.322 Q500 F3.5 … |
|
G76 1 块 |
… G76 X35.356 Z-43 P1 K2.322 A60 D0.5 F3.5 … |
|
G78 2 块 |
… G78 P010060 Q500 R100 G78 X35.356 Z-43 P2.322 Q500 F3.5 … |
1.12 Cycles – Code for decomposed Threading cycle
螺纹循环在生成器中设置为“分解”。
|
选项 |
结果 |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
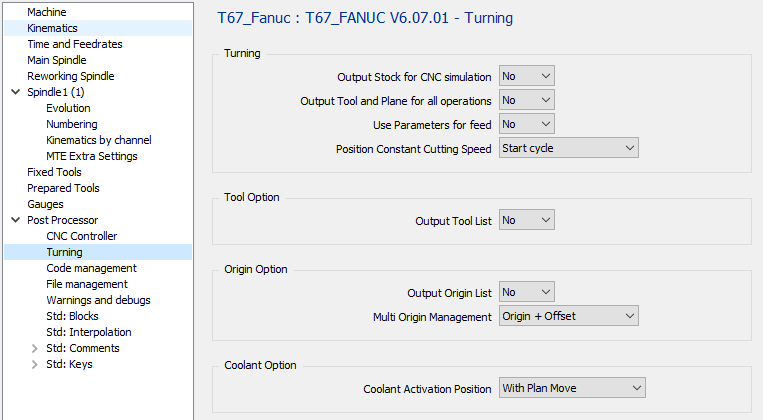
2 Turning page
|
2.1 Turning – Output Stock for CNC Simulation
|
选项 |
结果 |
|
否 |
O1000 T0101 … … |
|
是 |
O1000 G1901 D40.0 E20.0 L40.0 K0.0 T0101 … … |
2.2 Turning – Output Tool and Plane for all operations
|
选项 |
结果 |
|
否 |
O1000 (面) T0101 G0 X20 Z2 … … (粗加工) G00 X20 Z2 … … |
|
是 |
O1000 (面) T0101 G00 X20 Z2 … … (粗加工) T0101 G00 X20 Z2 … … |
2.3 Turning – Use Parameters for Feed
|
选项 |
结果 |
|
否 |
… T0101 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
是 |
#1 = 0.1 T0101 G00 X20 Z2 G01 Z-20 G95 F#1 … … |
2.4 Turning – Position Constant Cutting Speed
|
选项 |
结果 |
|
开始循环 |
T0101 G92 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
开始加工 |
T0101 G97 S284 M04 G00 G90 X24. Z2.8 G92 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Tool Option – Output Tool List
|
选项 |
结果 |
|
否 |
O1000 T0101 … … |
|
是 |
O1000 (开始刀具列表) (T1 CMNG 04) (T2 ...) (T2 ...) (结束刀具列表) T0101 … … |
2.6 Origin Option – Output Origin List
|
选项 |
结果 |
|
否 |
O1000 T0101 … … |
|
是 |
O1000 (开始原点列表) (G54) (...) (结束原点列表) T0101 … … |
2.7 Origin Option – Multi Origin Management
|
选项 |
结果 |
|
仅原点 |
% O1000 … G54 … |
|
原点+偏移 |
% O1000 … G54 G52 X10 Y20 Z10 … |
无MTE:
如果选项设置为“仅原点”,则对于零件上定义的每个原点,我们将输出不同的G代码,G54,然后是G55,G56……这意味着您受CNC管理的原点数量的限制。如果您有更多原点,则必须使用第二个选项“原点+偏移”
如果选项设置为“原点+偏移”,它将只输出G54并使用G52进行偏移
有MTE:
原点可以在原点名称中使用以下语法定义“$G54_”。这意味着G54将用于NC程序。如果没有定义解码名称,它将输出默认原点G54。
如果您使用“原点+偏移”,则必须为所有操作只使用一个原点,因为所有偏移都是从参考平面原点或单个原点计算的。
您可以在下划线后添加任何文本以识别您的偏移“$G54_Up”、“$G54_Right”……
有B轴机床:
如果设置为输出,则原点偏移将使用倾斜平面函数G68.2输出。这意味着不输出G52。
2.8 Coolant Option – Coolant Activation Position
第二个和第三个选项将为车削操作提供相同的输出。
使用动力刀具的铣削操作会有所不同。
|
选项 |
车削操作 |
铣削操作(动力刀具) |
|
有主轴 |
… T0101 S1000 M03 M08 G0 X15 Z2 … … |
… T0101 S1000 M03 M08 G0 X15 C0 Z2 … |
|
有平面移动 |
… … T0101 S1000 M03 G0 X15 Z2 M08 … … |
… … T0101 S1000 M03 G0 X15 C0 M8 Z2 … |
|
有下刀移动 |
… T0101 S1000 M03 G0 X15 Z2 M08 … … |
… T0101 S1000 M03 G0 X15. C0 Z2 M8 … |
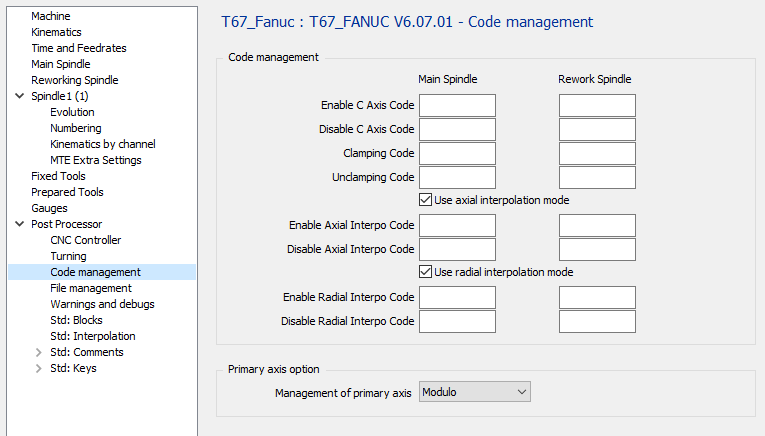
3 Code management page
|
3.1 Code Management – Enable C Axis Code
|
选项 |
结果 |
|
“空” |
… T0101 S1000 M3 G17 G28 G90 H0 C10 … |
|
M51 |
… T0101 S1000 M3 G17 M51 G28 G90 H0 C10 … |
3.2 Code Management – Disable C Axis Code
|
选项 |
结果 |
|
“空” |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Code Management – Clamping Code
|
选项 |
结果 |
|
“空” |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Code Management – Unclamping Code
|
选项 |
结果 |
|
“空” |
… G00 Z20 C10 … |
|
M11 |
… G00 Z20 M11 C10 … |
3.5 Code Management – Use axial interpolation mode
如果机床没有G112或G12.1选项,则输出可以分解。
将不输出圆周插补,不要使用刀具补偿
|
选项 |
结果 |

|
使用G112输出轴向操作 |

|
输出轴向操作分解 |
3.6 Code Management – Enable Axial Interpo Code
如果字段为空,则默认使用的代码将为G12.1
|
选项 |
结果 |
|
“空” |
… G01 Z-5 G12.1 … |
|
G112 |
… G01 Z-5 G112 … |
3.7 Code Management – Disable Axial Interpo Code
如果字段为空,则默认使用的代码将为G13.1
|
选项 |
结果 |
|
“空” |
… G13.1 G00 Z20 … |
|
G113 |
… G113 G00 Z20 … |
3.9 Code Management – Enable Radial Interpo Code
如果字段为空,则默认使用的代码将为G07.1
|
选项 |
结果 |
|
“空” |
… G07.1 C100 … |
|
G107 |
… G107 C100 … |
3.10 Code Management – Disable Radial Interpo Code
如果字段为空,则默认使用的代码将为G07.1
|
选项 |
结果 |
|
“空” |
… G07.1 C0 … |
|
G107 |
… G107 C0 … |
3.11 Primary axis option – Management of primary axis
|
选项 |
结果 |
Modulo |
… C0 … C359 C0 … |
Linear |
… C0 … C359 C360 … |
Incremental |
… C0 … H1 H1 … |
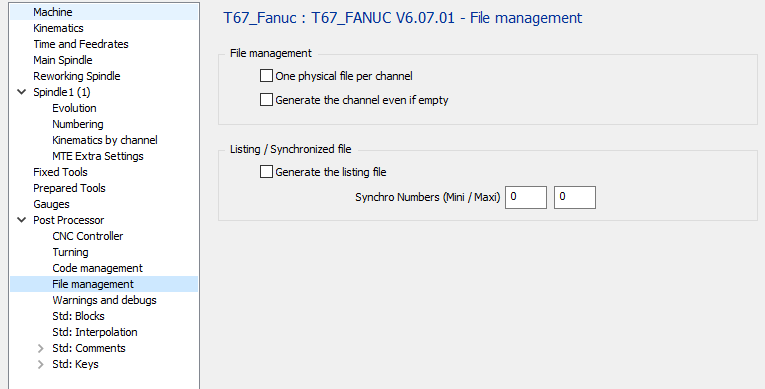
4 文件管理页面
|
4.1 File Management – One physical File per Channel
|
选项 |
文件 1 |
文件 2 |
|
|
O1000 (第一通道程序) … … M30
O1001 (第二通道程序) … … M30 |
|
|
|
O1000 (第一通道程序) … … M30 |
O1001 (第二通道程序) … … M30 |
4.2 File Management – Generate the channel even if empty
|
选项 |
结果 |
|
|
如果通道为空,则不输出程序 |
|
|
如果通道为空,则将输出程序(但为空 (只输出O1001和M30) |
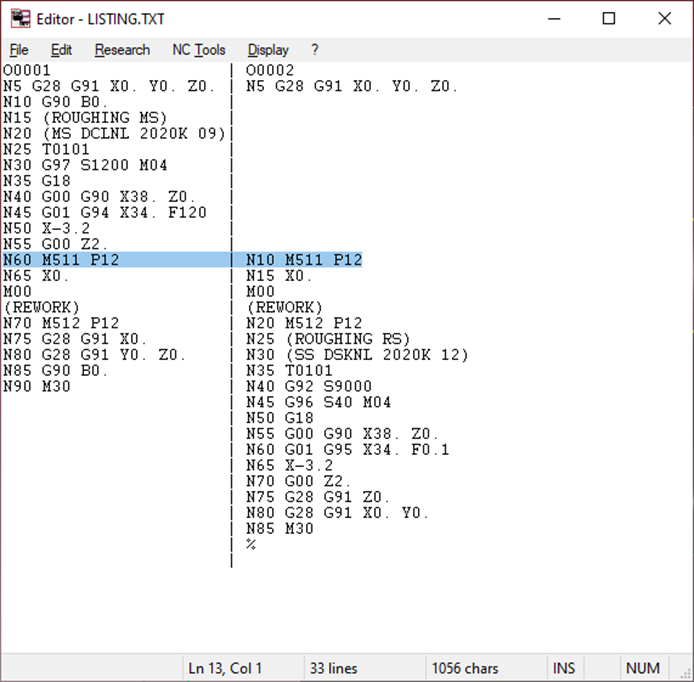
4.3 Listing / Synchronized File – Generate the Listing File
您需要设置同步编号最小值和最大值才能输出列表
|
选项 |
结果 |
|
|
不要生成文件以查看通道之间的同步。 |
|
|
生成文件以查看通道之间的同步。 |
将临时生成并显示名为Listing.TXT的文件。
|
-
列表/同步文件 – 同步编号(最小/最大)
在此处定义同步编号(例如 500 – 540)
后置处理器将搜索这些最小值和最大值之间的同步编号以生成Listing.TXT文件。
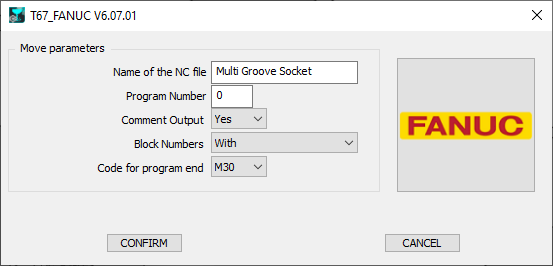
5 Launch page
|
5.1 Name of the NC File : Define here the Name of the generated NC file.
扩展名在MCT配置中定义。
5.2 Program Number : If 0 is defined, the program Number will be set to 1.
|
选项 |
结果 |
0 |
% O0001 … … |
“10” |
% O0010 … … |
“1234” |
% O1234 … … |
5.3 Comment Output :
|
选项 |
结果 |
|
否 |
… … T0101 … … |
|
是 |
… … (精车) (CNMG 04) T0101 … … |
5.4 Block Numbers :
|
选项 |
结果 |
|
有 |
O1000 N5 T0101 N10 G00 X10 Z20 N15 Z10 … … N50 T0202 N55 G00 X20 Z20 N60 Z10 … … |
|
无 |
O1000 T0101 G00 X10 Z20 Z10 … … T0202 G00 X20 Z20 Z10 … … |
|
仅换刀 |
O1000 N5 T0101 G00 X10 Z20 Z10 … … N10 T0202 G00 X20 Z20 Z10 … … |
5.5 Code for Program End :
|
选项 |
结果 |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |