|
|
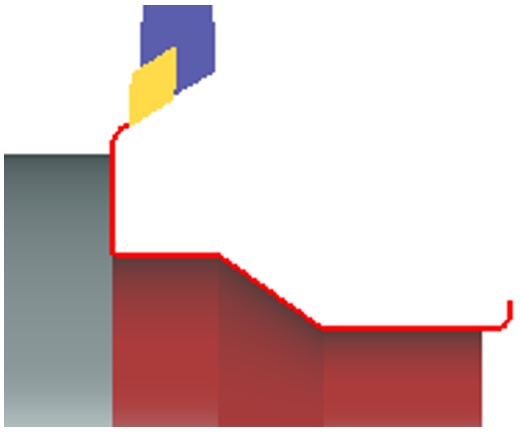
在直线切割,面铣或镗孔操作后,一次通过完成零件。 |
关键点
|
此循环仅生成一个刀具路径,无论您要加工什么 剩余材料 。
提供了许多进刀/退刀策略。 在这里,管理毛坯以优化进刀和退刀运动。
如果轮廓上定义了一些局部毛坯余量,则无效。
|
|
策略参数
移动参数
|
对话框区域 |
参数 |
|
|
进退刀特性 |
||
|
|
||
|
切出超切 / 向量 |
||
|
切入超切 / 向量 |
||
|
限制切入/切出 |
||
|
退刀安全距离 |
逼近安全距离 |
|
技术参数
|
对话框区域 |
参数 |
|
|
切削条件 |
品质 |
固定切削线速 |
|
主轴转速 |
转速范围码 |
|
|
在Z向的进给 |
进给 |
|
|
在X向的进给 |
主轴 方向 |
|
|
最大主轴转速 |

|
|
|
刀具编码 |
刀具编号 |
编号 |
|
刀俓补正号码 |
长度补偿.编号 |
|
|
使用者字段 |
注解 |
控制器设备 |
|
加工设置
|
|
|

选项参数
|
对话框区域 |
参数 |
|
|
碰撞管理 |
||
|
安全区域 |
||
|
曲线计算 |
曲线公差 |
曲线炸开 |
|
选项 |
||
|
刀俓补偿达成比率 |
进给速度减少系数 |
|
|
刀具路径选项 |
打断外部角落 |
最大角度 |