|
|
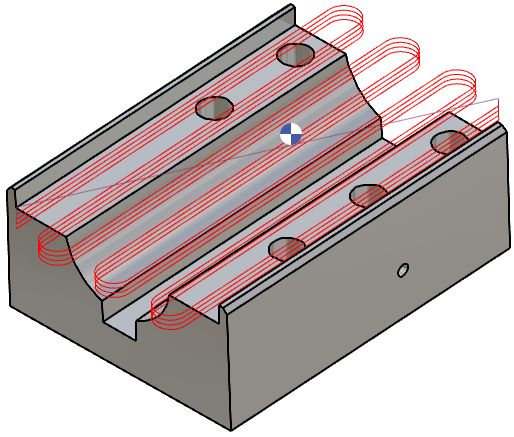
Kontür profilleri ile tanımlanan tam yüzeylerin işlenmesi. Bu profil kapalı olmalıdır. Bu çevrimin takım yolu Z'de kolayca tekrarlanabilir, alt programların oluşturulması mümkündür. |
Anahtar Noktalar
|
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Takım Yolu Stratejisi |
||
|
Z adımlarını hesapla |
||
|
Yüzey İşleme Stratejisi |
Bağlama açısı |
|
|
XY Stok, Finiş için |
|
|
|
Adım hesaplama |
||
|
Toleranslar |
||
|
Yanal taşma |
||
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve geri dönüş |
||
|
|
||
|
Makro |
||
|
|
|
|
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
İlerleme/diş |
F. mili Dönme yönü |
|
|
Seviye |
Devir |
|
|
İlerleme |
||
|
Devir sırası |
||
|
|
||
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
Frezeleme Seti |
|
|

Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenler üzerindeki davranış |
||
|
Güvenlik alanı |
||
|
Eğri Hesaplama |
Eğri segmentasyon |
|
|
|
||