Bu sayfa 2 bölümden oluşmaktadır.
-
İlk bölüm, bir parçanın programlanması için izlenmesi gereken bazı kuralları ve önerileri açıklamaktadır.
-
İkinci bölüm, programlama sürecini açıklamaktadır.
Kurallar ve Öneriler
|
Makineyi yükleyin GO2cam'de, ideal olarak bir FMO ile önce makineyi yüklemeniz önerilir. Bu makinelerin karmaşıklığı nedeniyle, genellikle makine atölyelerinde, makinedeki ayarlar ve takım konumlandırması çok nadiren değiştirilecektir. Mevcut takılan takımın FMO'suna sahip olmak, uygun işleme çevrimlerinin tanımlanmasını sağlayacaktır. |

Modülü açtığınızda, ilk adım olarak bir makine tanımlamışsak, bir makine seçebileceğimiz bu pencere istenir. Makine zaten yüklü olarak boş bir proje açılır. |
|
Parça konumlandırması Parçanın konumu, kullanılan makineye, kinematiğine, mevcut işleme uzunluğuna, rafların konumlandırılmasına ve takımların yüklenmesine oldukça bağlıdır. Genel olarak, tornalama işlemlerinin çoğu ana işmilde yapılmalıdır. Rework işmili üzerindeki herhangi bir dış tornalama işlemi, bir delik kesici ile yapılmalıdır. |
|
|
İşleme uygulaması İşleme çevrimlerini programlamak, Turnmill işlemlerinden farklı değildir. Farklı olduğu yer, uygulandığı geometridir. Bir tornalama çevrimi (kaba/finisaj) için işlem, işlenebilir parçanın tüm uzunluğuna uygulanabilirken, bu, İsviçre tipi işleme için kaçınılmalıdır. İşleme, işlenmiş çubuğun kılavuz burcuna çok fazla geri çekilmesini önleyecek şekilde gerçekleştirilir.
|
|
|
Bu nedenle, işleme parçayı birkaç bölüme ayırarak yapılır. Uygulanabilir maksimum işlemler daha sonra bölüm bölüm programlanır. GO2cam'de, parçanın bölümlere ayrılmasına yardımcı olmak için Parçayı dilimle komutu sağlanır ve bir opelist uygulandığında, işlemler her bölüm için hesaplanır. Makinede, işlemler malzeme ilerledikçe aşamalı olarak gerçekleştirilir. |
|
|
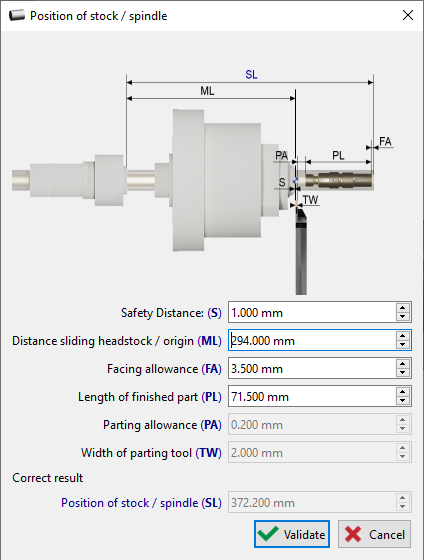
Stok/İşmili Konumlandırması Stokun konumu, işleme süreci boyunca çubuğun hareketini optimize etmek için önemlidir. Tipik olarak, Stok Aşım değerinin sağda gösterildiği gibi en az SL değerinde olması önerilir. Mesafe değerleri otomatik olarak proje dosyasından ve makine kinematiğinden okunur. Bir FMO kullanmanın avantajı da burada yansıtılır; burada kesme takımının genişliği ve toleransı otomatik olarak okunabilir ve önerilen SL değeri önerilir. Ana ayna konumlandırması hakkında daha fazla ayrıntı için, buraya tıklayın. |
|
Süreç
GO2cam'deki genel programlama süreci aşağıda açıklanmıştır:
Bir İsviçre işleme merkezini programlamaya başlamak için ilk adım, belirli makine modelini seçmektir. Programlama süreci, makinenin yapılandırmasına bağlı olarak değişir. Makine dosyası, önceden takılmış takımları gösteren bir .FMO dosyası içerir. .FMO dosyalarının kullanılması, İsviçre işleme için GO2cam'de önerilen uygulamadır.
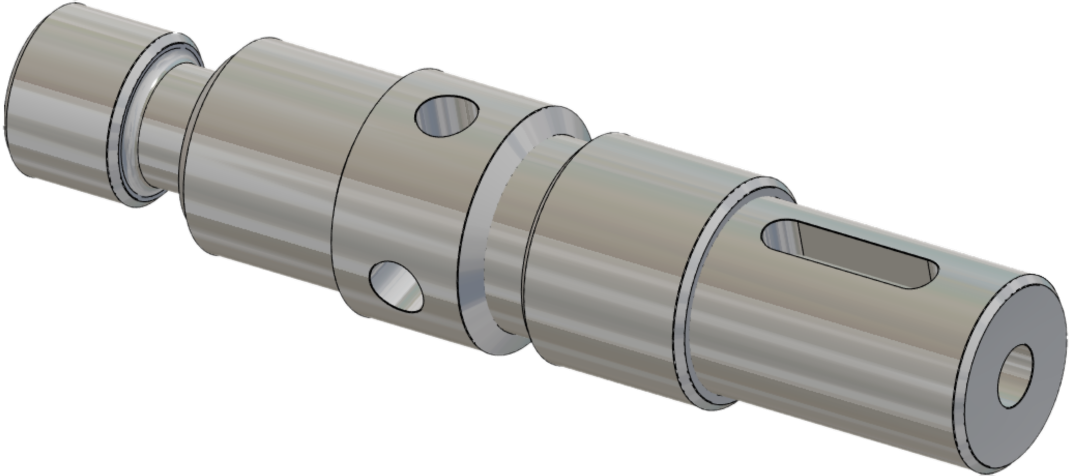
Makine dosyası yüklendikten sonraki adım, iş parçasını içe aktarmak ve doğru şekilde yönlendirildiğinden emin olmaktır. Çarpışmaları önlemek ve işleme sırasında yeterli boşluk sağlamak için, iş parçası etrafında bir güvenlik alanı oluşturacağız. |
|
Dilimleme, iş parçasını daha küçük, yönetilebilir bölümlere ayırarak hassas kontrol ve verimli takım yolu oluşturulmasını sağlar. Her bölge, Z değerine göre kademeli olarak işlenmelidir. İş parçası üzerinde dilimler oluşturmak için, istenen dilim uzunluğunu belirtmemiz gerekir. Bu durumda, 25 mm'lik bir dilim uzunluğu kullanacağız. Bu, iş parçasını birden fazla bölgeye ayıracaktır. Bu dilimlerin konumunu, değerleri girerek veya arayüzdeki beyaz çizgiyi doğrudan hareket ettirerek manuel olarak ayarlayabiliriz. |
|
Dilimlenmiş iş parçasına bir otomatik opelist uygulamak. Opelist, işlemleri ve kesme koşullarını otomatikleştirir. |
|
|
|
MTE'yi (Makine Takım Ekipmanı) simüle etmek, takım yollarını, hızları ve ilerlemeleri doğrulamaya yardımcı olabilir ve takımların etkili bir şekilde kullanılmasını sağlar. |
|

|
X eksi üzerinde program işlemleri
Takım yönüne ve parça boyutuna bağlı olarak, C ekseninde eksenel frezeleme, yalnızca parça takıma göre doğru konumlandırıldığında mümkündür.
|
|

Özel Durum
|
Takımı alt rafa takarak program işlemleri İsviçre Makineleri genellikle bazı takımların alt/üst/yan raflara monte edildiği birden fazla rafa sahiptir. Üst raftaki takımlar için, olağan programlama ilkeleri iyi çalışır. Bu, çarpışmalarla kötü takım yolları oluşturabilen alt raftaki takımlar için geçerli değildir. Videoda bir örnek gösterilmektedir ve 3 çözüm tartışılmaktadır: |
|
|
1/ Takım konumunu üst rafa değiştirin İlk çözüm, uygunsa gerekli takımı üst rafa taşımak ve her zamanki gibi programlamaktır. |
|
|
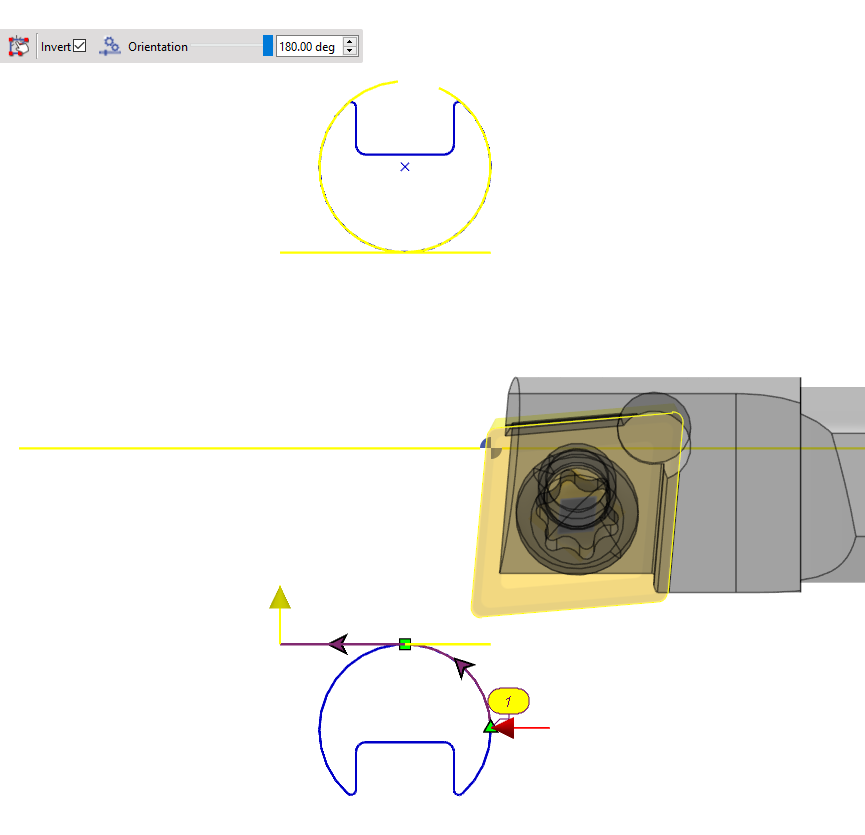
2/ Alt siluet ile programlayın Herhangi bir sorundan kaçınmak için, profil seçimi için alt silueti kullanın. Ayrıca, döngünün hesaplanması için takımın yönünün ve takım çevrim tipinin buna göre değiştirildiğinden emin olun. |
|
|
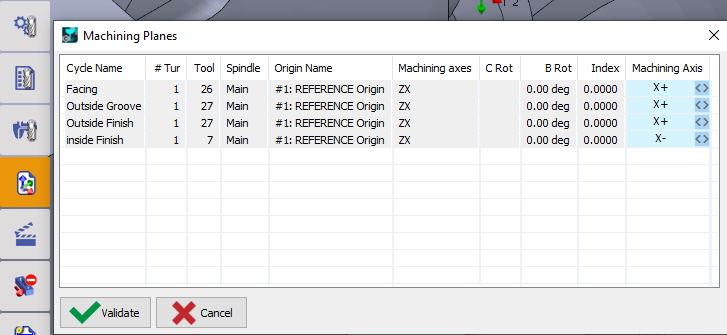
3/ MTE - Takımlamada İşleme Düzlemlerini Değiştirin İşleme Düzlemleri komutunda, sistemin doğru takım yollarını otomatik olarak hesaplaması için gerekli çevrimler için işleme eksenlerini buna göre X- veya X+ olarak değiştirin.
|
|
