Giriş
Parçanın düzgün bir şekilde işlenmesini sağlamak için ana aynanın konumlandırılması tanımlanmalıdır.
İşleme başlangıcında, stok çubuk besleyici tarafından itilir ve kesme takımının konumlandırılması çubuğu durdurur.
Bu anda, ana iş mili çubuğu kelepçeden çıkarır, parçayı işlemek için yeterli stok taşması konumuna ulaşmak için geri çekilir ve parçayı işlemek için çubuğu kelepçeler.
Minimum stok taşma değeri aşağıdaki 2 durumda tartışılmaktadır:
Durum 1: Kılavuz Burç Olmadan
|
Parçayı işlemek için minimum stok taşması: Yüzey için pay + bitirme parça uzunluğu + kesme payı + kesme takımı genişliği Ana iş milinin maksimum konumu kesme takımına ulaşamadığından, taşma konumuna kesme takımı ile ana iş milinin burnu arasındaki mesafeyi eklemeliyiz . Ayrıca, işleme sırasında aşırı hareket etmemek için bir güvenlik değeri ekleyebiliriz. Bu güvenlik değeri çok fazla olmamalıdır, aksi takdirde işlenmemiş çubuğun uzunluğu daha büyük olacaktır. |
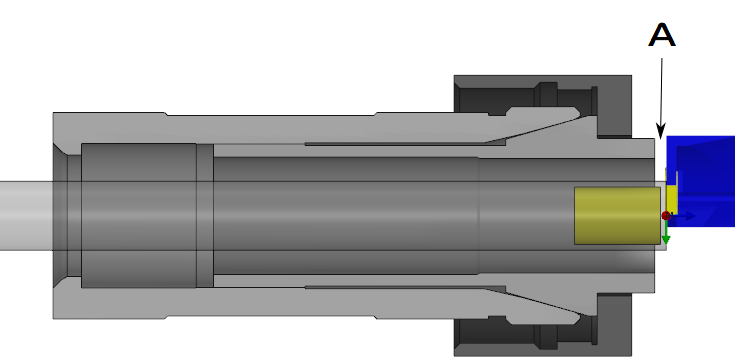
A - Kesme takımı ile ana iş milinin maksimum konumu arasındaki mesafe |
|
Değerlerle örnek örnek:
Taşma değeri 20,7 mm'den fazla olmalıdır
|
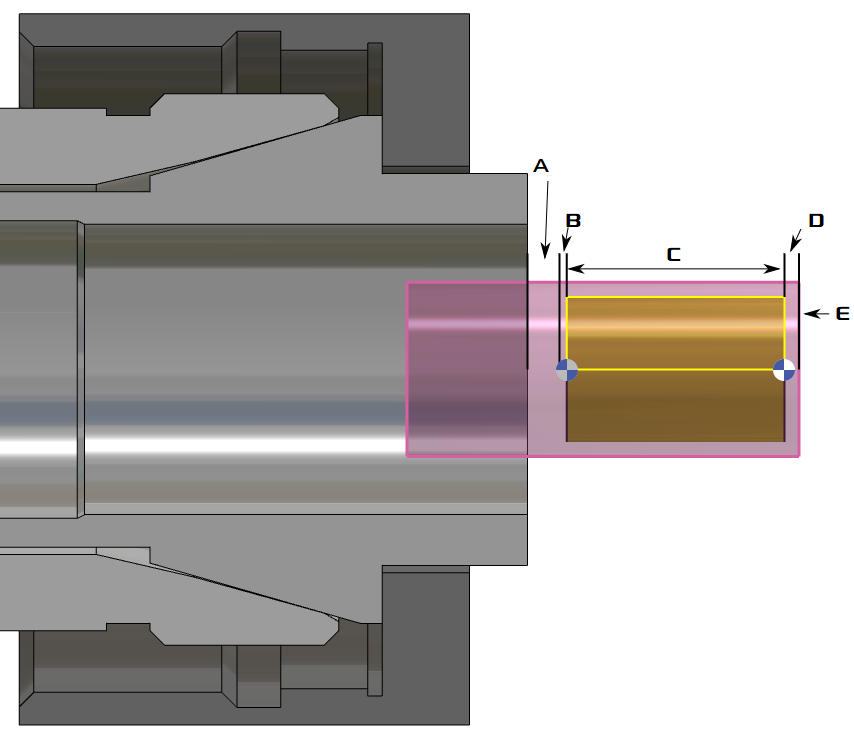
A - Kesme takımı genişliği B - Kesme payı C - Bitirme Parça Uzunluğu D - Yüzey için pay E - Referans kesme takımı |
Durum 2: Kılavuz Burç İle
|
Hesaplanan kural aynıdır, ancak bir kılavuz burç olduğundan, kesme takımı ile ana iş milinin burnu arasındaki mesafe daha büyüktür. Değerlerle örnek örnek:
Taşma değeri 182,7 mm'den fazla olmalıdır |
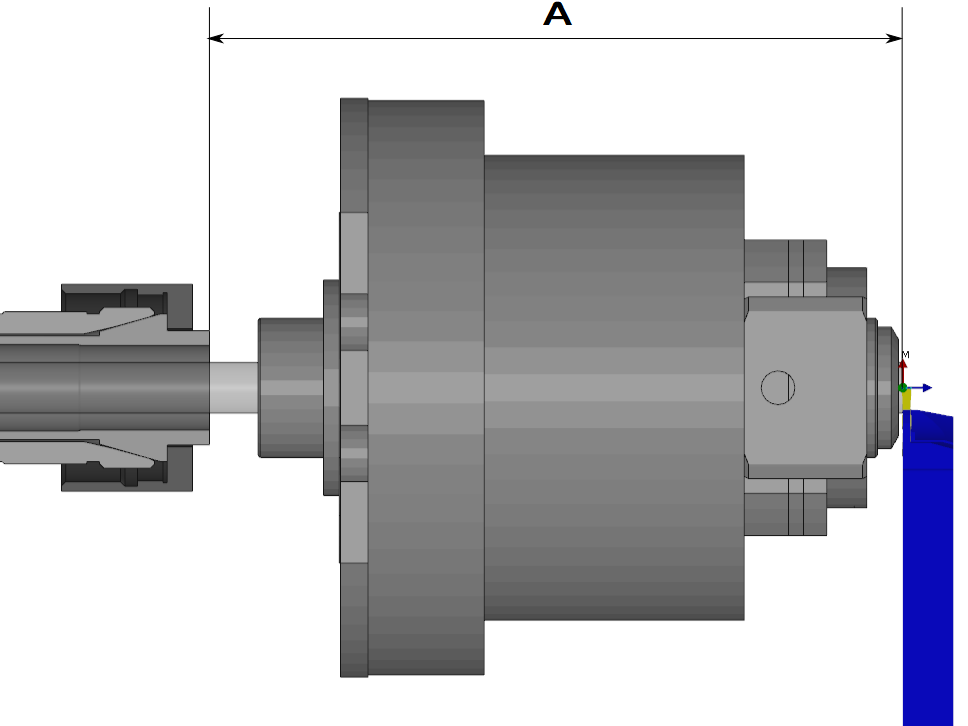
A - Kesme takımı ile ana iş milinin maksimum konumu arasındaki mesafe |